



我们诚意满满地为您制作了这部mpp电力管来图定制满足您多种采购需求产品视频,旨在、多角度地展现产品的各项功能和特点。通过观看这部视频,您将更直观地了解产品的设计理念、材质选择以及独特优势。
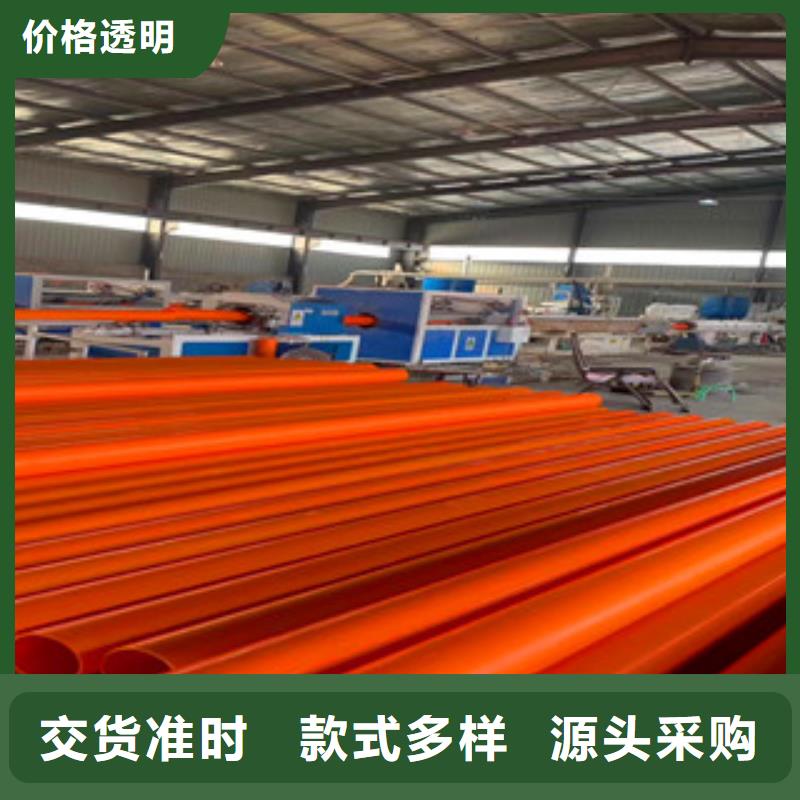
以下是:泰州靖江mpp电力管来图定制满足您多种采购需求的图文介绍

恒塑管道有限责任公司(靖江市分公司)
专业生产螺旋形钢带管

螺旋形钢带管的图文介绍
品质服务不断创新

恒塑管道有限责任公司(靖江市分公司)承诺,努力不懈的为每一位客户提供精湛的技术和专业的服务。今后,我们将继续加大 螺旋形钢带管技术研发和创新投入,在竞争中求发展,在挑战中谋机遇,相信我公司会为您提供先进的技术、优质的 螺旋形钢带管产品以及完善的售后服务。并在互联网+的浪潮下,树立企业的形象,打造企业品牌,实现跨越式发展。勤劳和真诚的我们,愿与您携手并进、共创辉煌!





管材两端错位量不应超过管壁厚的10%,时管材两端面间没有明显间隙,缝隙宽度应符合下面规定:0.3mm(dn225mm);0.5mm(225mm400mm)。如不符合要求,应再次铣削,直到满足上述要求为止。3、测量拖拉力,包括移动夹具的摩擦阻力,及焊接工艺参数压力。
二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。
4、当加热板温度达到设定值后,快速放入机架,施加规定的压力,直到管材两端圆周出现翻边且教小卷边达到规定高度。5、将压力减小到规定值,使管材端面与加热板之间刚好保持,继续加热到规定时间2分钟。6、吸热时间达到规定值后,退开活动架,迅速取出加热板。
然后两管端。其切换时间应尽可能短,不能超过规定值。且时的压力不能过大,否则会将熔融物料挤出,造成焊接质量下降。在焊接时,当对接完成后,应立即将其外层翻边去掉观察两对接端面之间熔融物料的多少。
二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。
4、当加热板温度达到设定值后,快速放入机架,施加规定的压力,直到管材两端圆周出现翻边且教小卷边达到规定高度。5、将压力减小到规定值,使管材端面与加热板之间刚好保持,继续加热到规定时间2分钟。6、吸热时间达到规定值后,退开活动架,迅速取出加热板。
然后两管端。其切换时间应尽可能短,不能超过规定值。且时的压力不能过大,否则会将熔融物料挤出,造成焊接质量下降。在焊接时,当对接完成后,应立即将其外层翻边去掉观察两对接端面之间熔融物料的多少。



