服务热线:17768165506
联系我们

更新时间:2026-07-22 20:53:33 ip归属地:淄博,天气:雾转多云,温度:24-35 浏览次数:71 公司名称: 涌华金属科技(淄博市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 5000 |
| 运费说明 | 电议 |
| 小起订 | 1 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 堆焊耐磨板 | q235 |
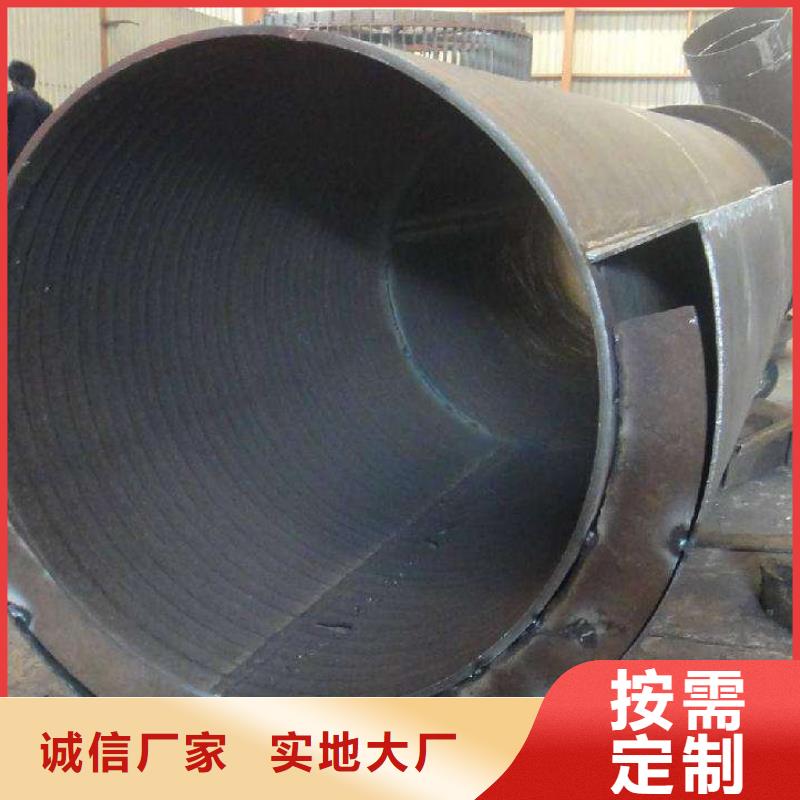
| 类型 | 堆焊耐磨板 耐磨板 进口板材 |
| 材质 | q235 q235d q345d q345c |
| 可定制 | 可 |
| 规格 | 1400*3400 |
| 可零切 | 可 |
| 范围 | 堆焊耐磨板供应范围覆盖山东省、枣庄市、东营市、济宁市、菏泽市、滨州市、聊城市、潍坊市、德州市、泰安市、临沂市、烟台市、威海市、莱芜市、日照市、淄博市、青岛市、济南市 淄川区、张店区、博山区、临淄区、周村区、桓台县、高青县、沂源县等区域。 |
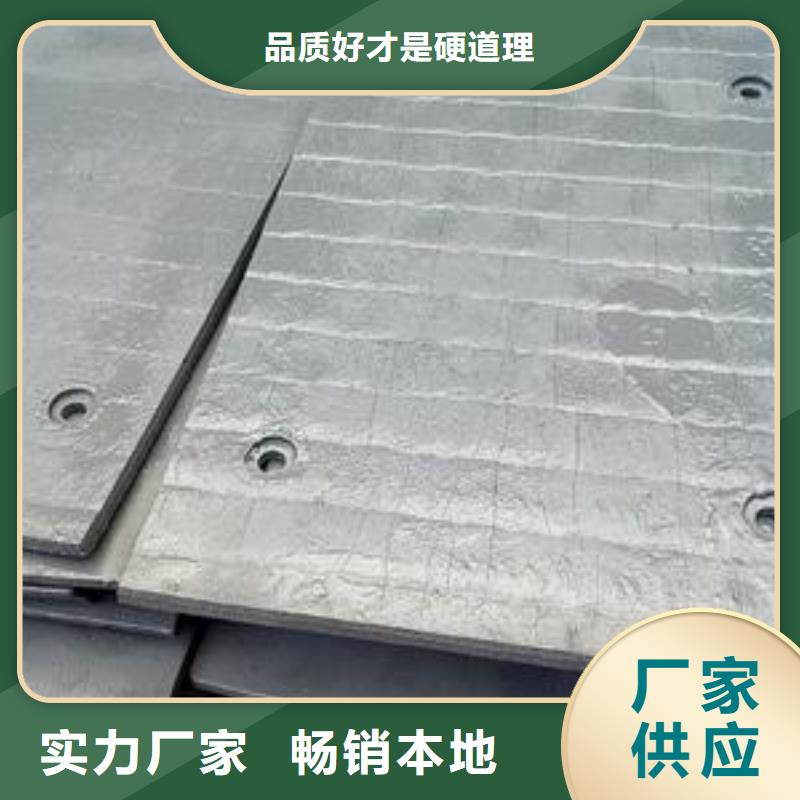












首先,在生产堆焊耐磨板之前我们能够确定一个样品,这样耐磨板厂家就可以将样品作为之后生产的一个标准尺寸,对我们来说很重要,而且在大面积应用的时候一定要保障使用的一些基础的卷板等等是同一批次,而且使用的效率也比较高,给我们带来的帮助作用也比较大,对具体生产应用来说有很大的价值。
其次就是在大面积使用堆焊耐磨板的时候我们要确保基板都是统一批次的材料产品,这样加工的时候才不会出现一些意外,不会给我们带来很多意外的影响,大家一定要注意这一点,这样我们产品才会符合标准,还有就是在对板材进行表面加工和抛光的时候也应该注意有方向性,这样的产品表面会更好一些,使用起来会更加舒服



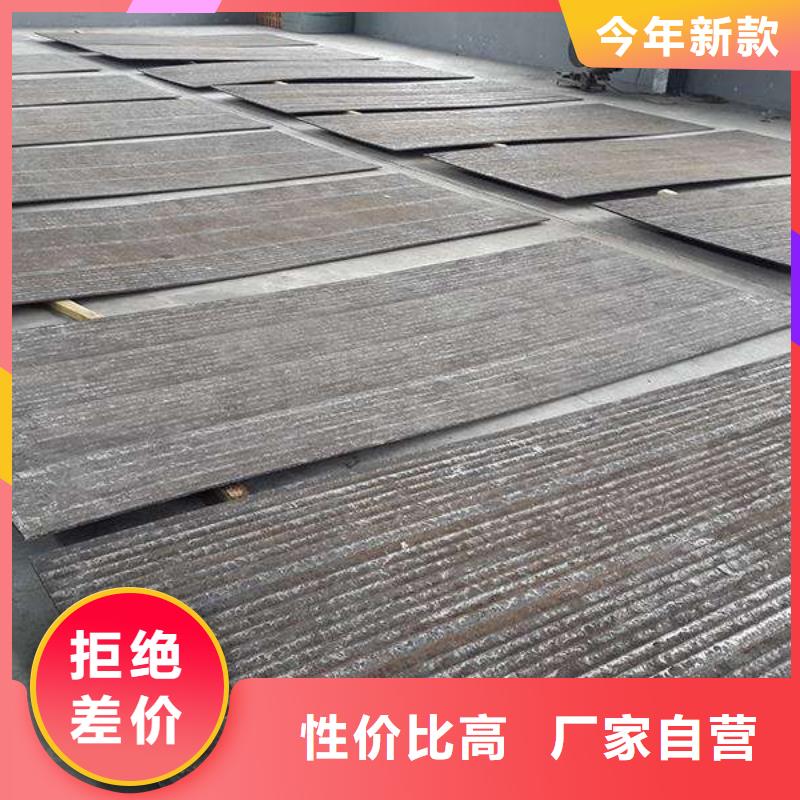
买堆焊耐磨板直接找源头工厂给您更好的产品

严格把控堆焊耐磨板生产标准确保品质出厂的都是合格品

堆焊耐磨板按需定制产能稳定满足多种需求

堆焊耐磨板成熟技术团队和售后团队交货准时



