



简约而不简单,我们的42crmo合金无缝管哪里便宜产品视频将用直观的方式展示产品的核心价值。
以下是:贵州六盘水42crmo合金无缝管哪里便宜的图文介绍

多年的不懈努力和历练,使聚旺物资(六盘水市分公司)拥有一大批经验丰富的 利达镀锌钢管设计、安装技术人员及管理人员。通过与国内外同行的广泛交流与学习,积累了丰富的经验,掌握了先进的 利达镀锌钢管技术和设计理念,使用户在满足佳使用条件下实现低得投资成本,从而实现投资小化,收益大化。


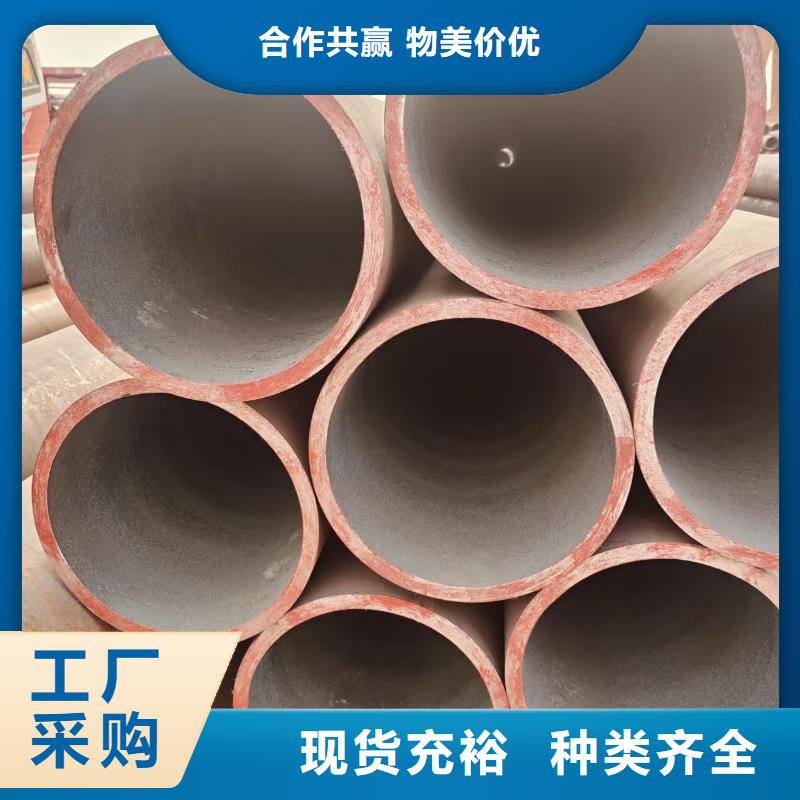
不锈钢无缝管定义播报编辑不锈钢无缝钢管是一种具有中空截面、贵州六盘水附近周边没有接缝的长条钢材。 不锈钢无缝管不锈钢无缝管的特点:其一、贵州六盘水附近该产品的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其次、贵州六盘水本地该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、贵州六盘水本地管内外表光亮度低、贵州六盘水当地定尺成本高,且内外表还有麻点、贵州六盘水本地黑点不易去除;其三、贵州六盘水附近它的检测及整形必须离线处理。因此它在高压、贵州六盘水同城高强度、贵州六盘水附近机械结构用材方面体现了它的优越性。不锈钢管的种类:接轧制方法分热轧、贵州六盘水热挤压和冷拔(轧)不锈钢管。按不锈钢金相组织不同分半铁素体半马氏体系不锈钢管、贵州六盘水同城马氏体不锈钢管、贵州六盘水同城奥氏体系不锈钢管、贵州六盘水附近奥氏体-铁素铁系不锈钢管等。不锈钢管规格及外观质量:A、贵州六盘水按GB14975-94《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。B、贵州六盘水热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。C、贵州六盘水同城钢管内外表面不得有裂缝、贵州六盘水附近折叠、贵州六盘水本地龟裂、贵州六盘水同城裂纹、贵州六盘水附近轧折、贵州六盘水附近离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻微表面缺陷可不。D、贵州六盘水本地直道允许深度。热轧、贵州六盘水热挤压钢管、贵州六盘水当地直径小于和等于140mm的不大于公称壁厚的5%,深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%,深度不大于0.3mm。



无缝管常见问题和解决方法在无缝管的生产和使用过程中,常常会遇到一些问题,如折迭、贵州六盘水附近尺寸超差、贵州六盘水本地划道、贵州六盘水同城斗纹和拔凹等。这些问题会影响无缝管的质量和性能,因此需要采取相应的措施进行和解决。折迭折迭是指钢管内外表面呈现直线或螺旋方向的折迭,局部或通长地出现在钢管上。产生折迭的原因主要有管料表面有折迭或夹杂物、贵州六盘水有严重擦伤和裂纹等。和折迭的方法主要是严格把好穿孔热轧质量关,确保管料表面质量良好。尺寸超差尺寸超差包括壁厚超差、贵州六盘水本地壁厚不均、贵州六盘水附近直径超差、贵州六盘水附近椭圆偏心等。产生尺寸超差的原因主要有拔制模具选择不当、贵州六盘水同城内外模设计制造不合理或磨损严重等。和解决尺寸超差的方法主要是正确设计和选配拔管模具、贵州六盘水当地正确执行热处理制度等。划道划道是指钢管表面上呈现纵向直线的划痕,划道长短不一、贵州六盘水本地宽窄不等。产生划道的原因主要有拔模表面不光滑、贵州六盘水当地锤头过度部分有棱角等。和解决划道的方法主要是提高拔管模具的表面质量、贵州六盘水同城钢管酸洗后冲洗干净等。斗纹斗纹是指钢管表面沿长度方向呈高低不平的环形波浪或波浪逐个相同排列,局部或通长地出现在钢管内外表面上。产生斗纹的原因主要有热处理后的性能不均、贵州六盘水附近酸洗后冲洗不干净等。和解决斗纹的方法主要是按操作规程要求进行热处理、贵州六盘水当地把好酸洗、贵州六盘水本地磷化、贵州六盘水当地皂化的质量关等。拔凹拔凹是指在钢管纵向上,管壁向内呈条状凹陷,其长短无规则。产生拔凹的原因主要有无芯棒拔制薄壁钢管时减径量过大、贵州六盘水同城锤头端部有棱角等。和解决拔凹的方法主要是选择合适的拔制工艺、贵州六盘水同城锤头端部应无棱角和皱折等。


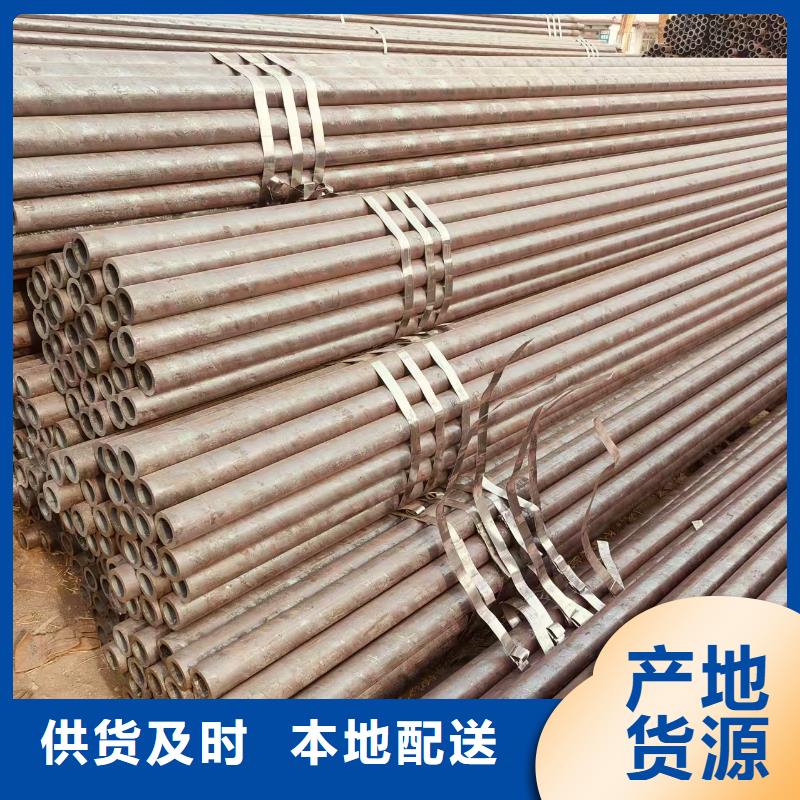
一般的无缝钢热轧工艺的流程如下:首先,将圆管坯进行加热处理,随后进行穿孔操作。接着,通过三辊斜轧、贵州六盘水本地连轧或挤压的方式对管坯进行变形。完成变形后,进行脱管处理,随后进行定径(或减径)操作,以确保无缝钢管的尺寸精度。完成这些步骤后,无缝钢管需经过冷却、贵州六盘水同城矫直等工序,并进行水压试验(或探伤)以确保质量。,对合格的无缝管进行标记并入库。管生产,主要采用冷拔与热轧两种工艺。热轧的特点在于其高温变形,使得轧件具有较小的抗力,从而能够承受大变形量。以钢板的轧制为例,连铸坯的原始厚度约为230mm,经过粗轧和精轧的连续作业,终厚度可达到1至20mm。此外,由于钢板具有较小的宽厚比和相对较低的尺寸精度要求,板形问题较少出现,主要需控制凸度。相较之下,冷轧无缝钢管的生产流程更为复杂。管坯首先需经过三辊连轧进行预处理,随后进行挤压和定径测试。若表面无裂纹,则圆管会经过割机切割,形成长度约一米的坯料,为后续工序做准备。
