






4)液态金属电渣熔接法(ESSLM)。1996年,乌克兰ELMET轧辊公司开发了液态金属电渣熔接法制造高速钢复合轧辊新工艺,它是在CPC法的基础上加上电渣净化的一种新的轧辊制造方法。用ESSLM法制造轧辊时,其外层是在特殊设计的导电水冷铜结晶器中凝固形成的,结晶器不仅使浇入的外层钢水凝固,同时也作为电渣过程中非自耗电极。复合过程开始时,先将作为高速钢轧辊芯部的芯轴插入结晶器中,并与其同轴。轴的外表面和结晶器的内
表面的间隙决定轧辊外层厚度。然后将在另外的熔化装置中熔化的渣液浇入结晶器和芯轴的间隙中,渣液形成渣池,它的热量将芯轴表面预热。然后再浇入外层高速钢水,可连续浇入,也可按预先设定的程序浇入。钢水将熔渣上浮,同时在通过渣池时被渣精炼。



二是刀具的加工性能制约轧辊加工能力,通用类轧辊加工刀具硬度在HS80-85之间,与高硼钢轧辊的硬度非常接近,通用类刀具加工高硼钢轧辊会快速增加刀刃及后刀面磨损量,刀具急剧钝化,无法稳定加工。
为了解决以上问题,经过分析与实践,通过提高机床系统刚度;提高刀具性能、优化刀具几何参数、正确装夹刀具;选择合理车削用量三项措施的实施,可以实现高硼钢轧辊在普通轧辊机床上加工
轧辊产生弹性压扁时可能轧制的小板厚。在一定轧机上轧制一定的产品时,随着板带的逐渐变薄,压下越来越困难。当板带薄至某一限度后,不管如何旋紧压下螺丝或加大液压压下的压力,不管反复轧制多少道,由于轧辊产生弹性压扁而不可能再使产品变薄。这一极限厚度称为小可轧厚度。


二是高速钢轧辊在使用过程中辊身表面能够形成附着力强、均匀而致密的氧化膜,这种氧化膜长时间存在而不脱落,使得高速钢轧辊耐磨性得到显著提高。
三是高速钢的线膨胀系数大,所以在轧制过程中,由于整个辊面的温差,辊身中部的膨胀量比辊身两端的膨胀量要大一些,随着轧制周期延长,这种辊径差越来越大。
因此,利用高速钢轧辊材料这一特性,在轧辊上机使用前,人为地将辊面修磨成合理的负凸度,通过控制轧辊辊身冷却水量的梯度分布来控制辊型的变化量,以延长轧制周期,从而提高轧制量。
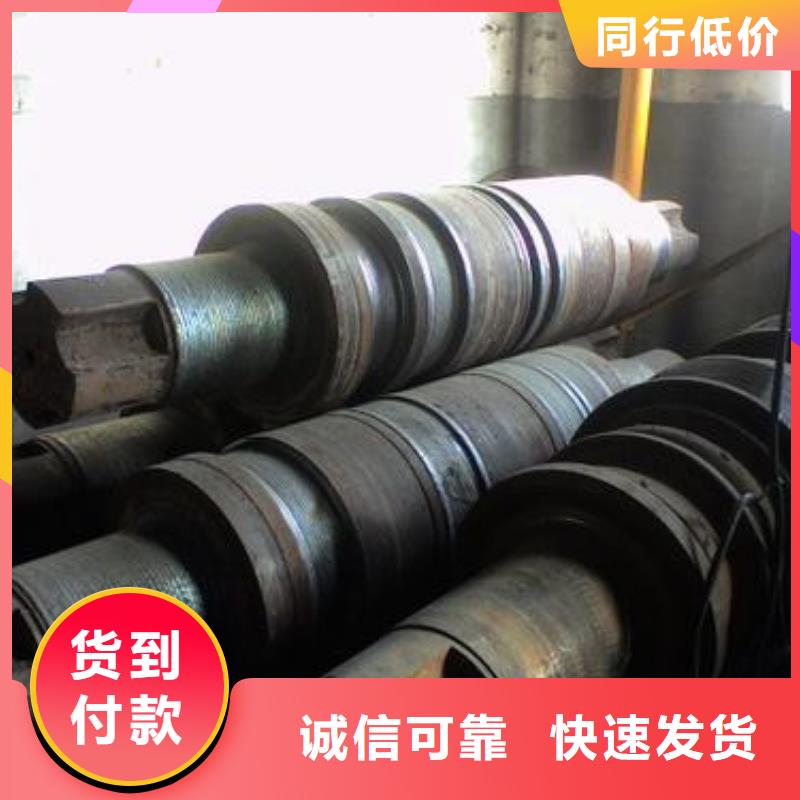
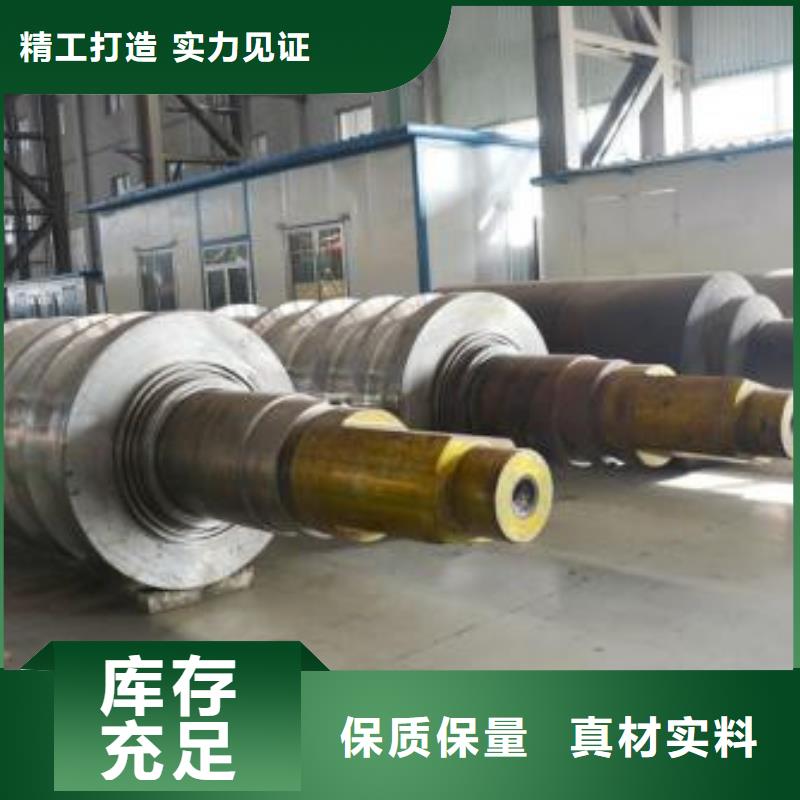
离心铸造高速钢轧辊工艺是指利用离心机浇注法铸造成型高速钢轧辊,有立式离心机浇铸法、卧式离心机浇铸法和倾斜式离心机浇铸法3种。高速钢复合轧辊是指轧辊采用三层结构,即外层高速钢、过度层石墨钢、芯部球墨铸铁。



新物通物资(黄石市分公司)领导秉承做百年企业,树百年品牌的远大理想,确立了“诚信、求实、制高”的企业宗旨,对 45#液压缸筒、304不锈钢管、321不锈钢管、316不锈钢管产品进行了长期深入的研究与开发,以先进的技术,为广大客户提供满意的服务。
我们坚信凭借技术优势,丰富的工程经验、以及服务大众的坚定决心,定能在 45#液压缸筒、304不锈钢管、321不锈钢管、316不锈钢管专业领域做出了令人瞩目的成绩!
