

联系我们

当前位置:
【多麦金属】高锰耐磨耐候钢板生产厂家(西藏分公司) >西藏本地今日新闻
6+4复合耐磨板生产厂家
更新时间:2026-07-18 16:28:55 ip归属地:西藏,天气:阴转多云,温度:12-23 浏览次数:328 公司名称: 【多麦金属】高锰耐磨耐候钢板生产厂家(西藏分公司)
以下是:西藏6+4复合耐磨板生产厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 600/平米 |
| 发货期限 | 1天 |
| 供货总量 | 50000 |
| 运费说明 | 电议 |
| 小起订 | 1平方 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 多麦金属 |
| 产品规格 | 1400*3400 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 支持 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 适用领域 | 矿山 机械 水泥 火电厂 |
| 范围 | 6+4复合耐磨板供应范围覆盖西藏 拉萨市、昌都市、阿里市、林芝市、那曲市、日喀则市、山南市等区域。 |
以下是:西藏6+4复合耐磨板生产厂家的图文视频


【多麦】业务覆盖多领域场景,主营昌都NM450耐磨板、那曲Q690D钢板等产品服务。6+4复合耐磨板生产厂家,【多麦金属】高锰耐磨耐候钢板生产厂家(西藏分公司)为您提供6+4复合耐磨板生产厂家的资讯,联系人:朱经理,电话:【19963572572】、【19963572572】。 西藏自治区 西藏是中国领土不可分割的一部分。自元朝始,中央政权始终对西藏行使着有效管辖。藏族人民是中华民族大家庭中的重要一员。西藏唐宋时期称为“吐蕃”,元明时期称为“乌斯藏”,清代称为“唐古特”“图伯特”等。清朝康熙年间起称“西藏”。1951年5月23日,西藏和平解放。1959年西藏叛乱平定后,中央政府开始对西藏进行直接管辖。1965年9月9日,西藏自治区正式宣告成立。
我们的6+4复合耐磨板生产厂家视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:西藏6+4复合耐磨板生产厂家的图文介绍
【多麦金属】高锰耐磨耐候钢板生产厂家(西藏分公司)可定制各种型号 堆焊耐磨板大量现货,当天即可发货,欢迎咨询。


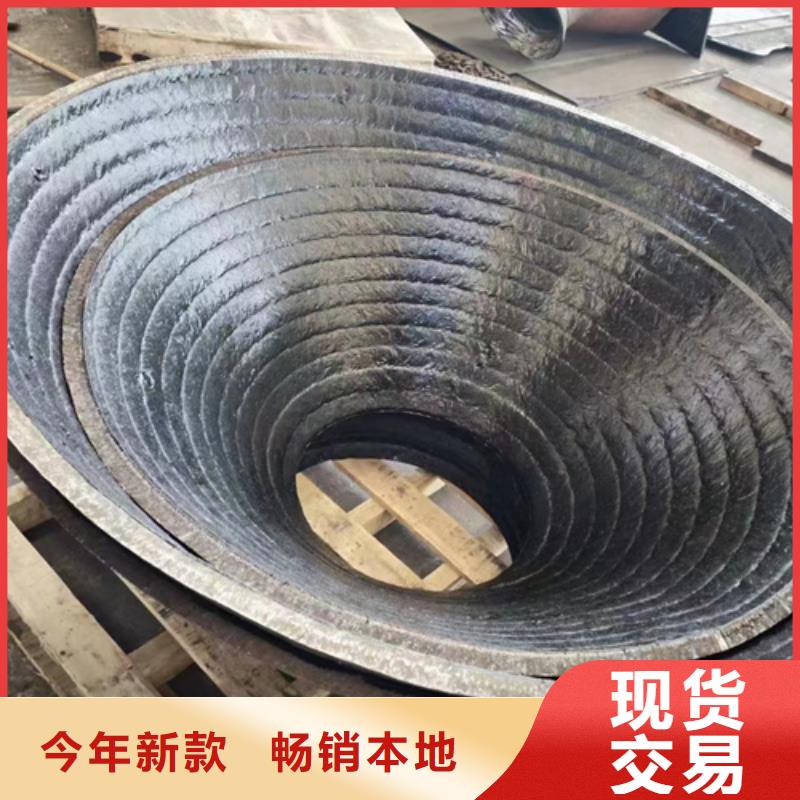
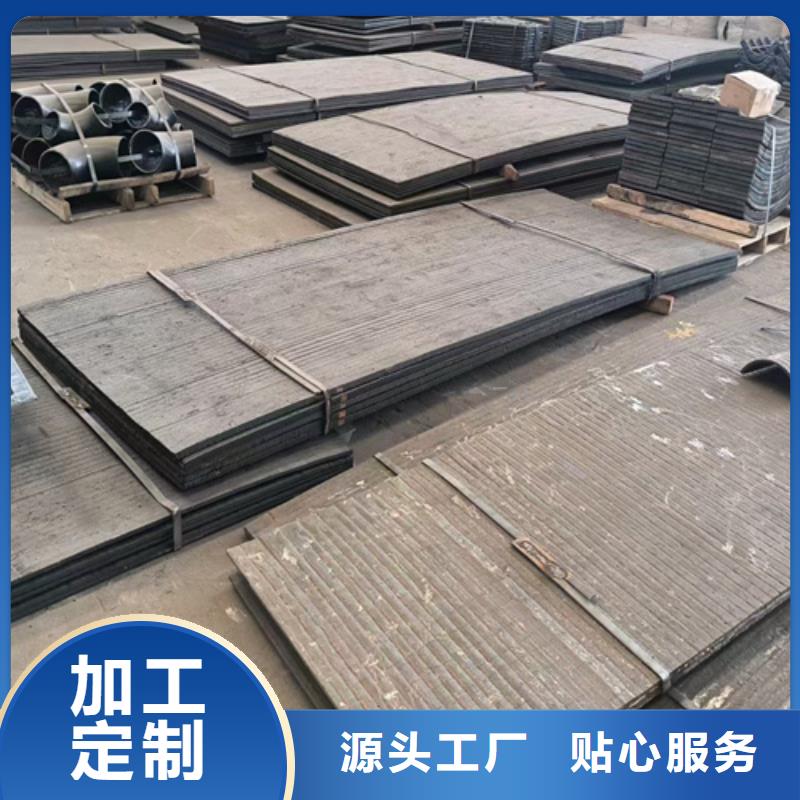
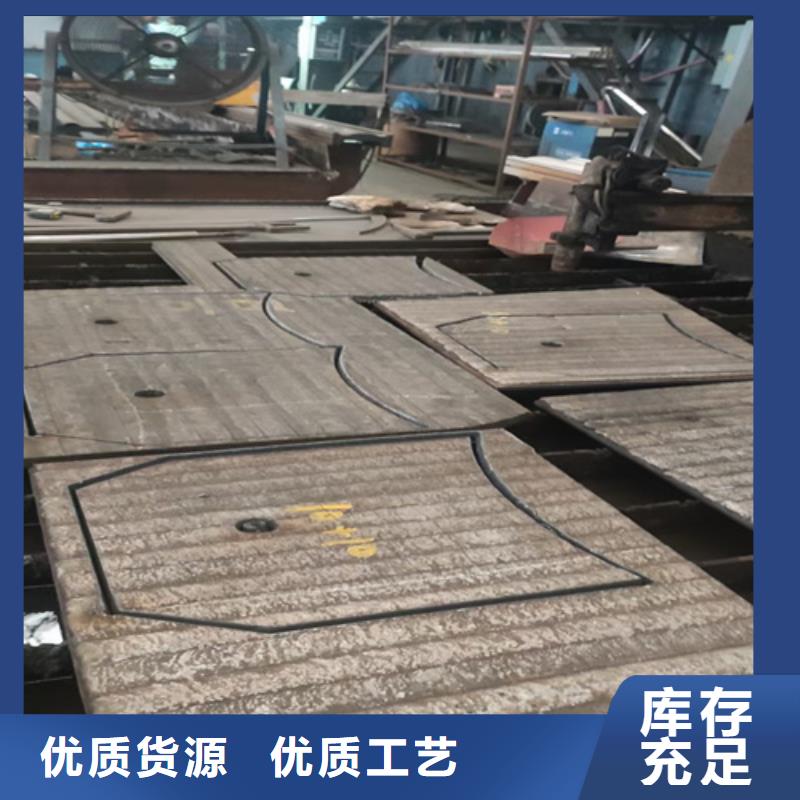
复合耐磨钢板和普通钢板区别很大,复合耐磨钢板是在普通钢板的基础上增加了一层合金耐磨层,一般有两种复合工艺, 种是传统的采用堆焊复合工艺,第二种是采用真空炉熔融复合层; 种堆焊复合工艺是有焊道的,表面不平整有微裂纹,第二种是真空炉熔融工艺,表面光滑平整,无裂纹。复合耐磨钢板和普通钢板完全不是一种钢板,但复合耐磨钢板具有普通钢板的可加工性,如切割、西藏同城焊接、西藏同城卷曲等,而普通钢板不具有复合耐磨钢板的耐磨性。复合耐磨钢板



煤仓是燃煤火力发电厂制粉系统中的重要组成部分, 在大 中型机组电厂中,主厂房煤仓多数采用型钢和钢板制成。 由于物料在仓内流动,其与仓壁钢板的摩擦易使板壁受损,同时钢板表面粗糙易造成堵煤。 因此,煤仓内壁在设计时都考虑加设1 层耐磨强度高于普通钢板且表面光滑的KNM60耐磨钢板做煤仓衬板,以延长煤仓使用年限,降低维修率。1、西藏切割:可用等离子切割、西藏碳弧、西藏砂轮锯将大面积复层钢板切割成所需要的形状。佳方法是用空气或者惰性气体等离子弧进行切割,方法是从合金面开始切割。碳弧切割应从基板一面开始切割。如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。2、西藏开孔:大孔可以采用等离子切割,小孔使用电火花机床。装配螺栓用的沉头孔可以用等离子或者碳弧切割加工。3、西藏焊接:大面积复合钢板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐。耐磨钢板也可以焊接到其他钢结构上。4、西藏塞焊:可用等离子或者碳弧气刨在耐磨钢板上开孔,通过塞焊的方法与其他钢结构件连接。5、西藏螺栓固定:可以用闪光焊或者融化焊的方法将螺栓焊接到钢板的母材上,然后与其他工件连接,也可以在耐磨钢板上开孔,通过螺栓与其他工件连接。复合耐磨钢板



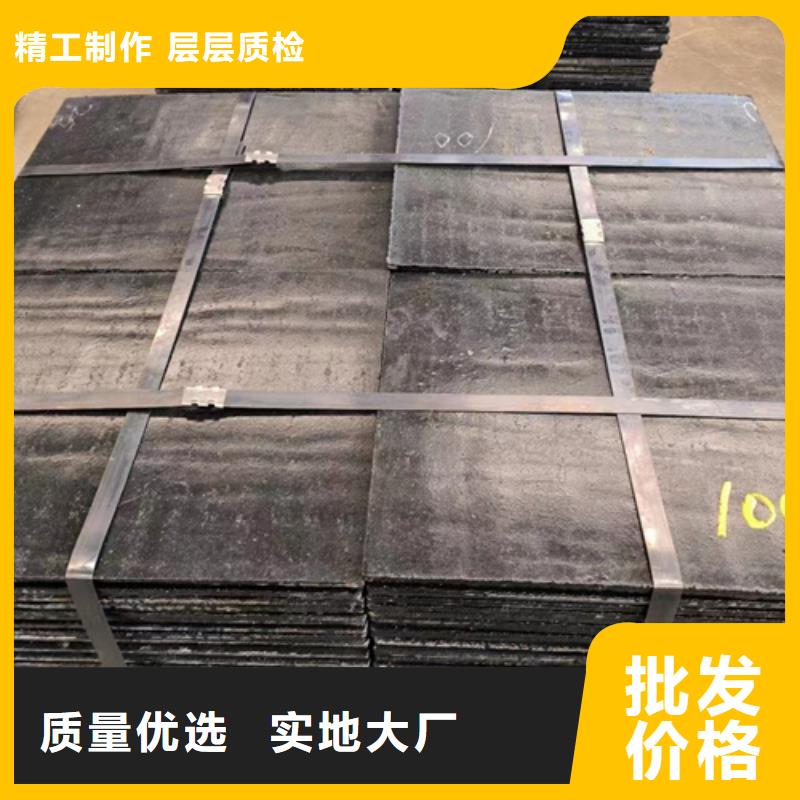
堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、西藏送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板



摩擦磨损性能一直是耐磨复合材料性能研究的核心内容。研究内容除制备工艺、西藏附近合金种类、西藏附近增强颗粒种类及加入量、西藏附近试验载荷、西藏附近磨损速度、西藏附近对磨副材质等对耐磨涂层摩擦磨损性能的影响规律外, 还涉及涂层中硬质颗粒与合金之间的相互作用, 以及涂层与被涂覆表面的相互作用。但耐磨复合钢板在使用过程中也存在一些亟待解决的问题, 如复层涂层与基层复合时如何在实现有效结合的同时不形成界面脆性相, 在经历热震时, 如何避免因膨胀系数差别而出现的分层现象等。除了以上问题之外, 目前金属复合板研究发展的方向主要集中在结构优化设计、西藏附近界面控制、西藏附近评价以及板型质量控制等方面。另外, 开发复合材料成分、西藏附近组织、西藏附近工艺与性能关系相关, 仿真软件成为复合板研发的必然趋势。复合耐磨钢板
6+4复合耐磨板生产厂家,【多麦金属】高锰耐磨耐候钢板生产厂家(西藏分公司)为您提供6+4复合耐磨板生产厂家产品案例,联系人:朱经理,电话:【19963572572】、【19963572572】。