






对于上下限位的调节:当闸门处于全闭的状态时,将上限压紧上行程开关并固定在螺杆启闭机的螺杆上。当闸门处于全开时,将下限位盘压紧下行程开关并固定在螺杆上。
对于启闭机的主令控制器调整,必须闸门升降到上、下限位时的误差不超过1cm。
安装后,一定要作试运行,一作无载荷试验,即让螺杆作两个行程,听其有无异常声响,检测安装是否符合技术要求。
手摇启闭机的保养
操作人员必须掌握启闭机的结构、性能与操作方法,并有一定的机械知识,以确保机器的正常运转。
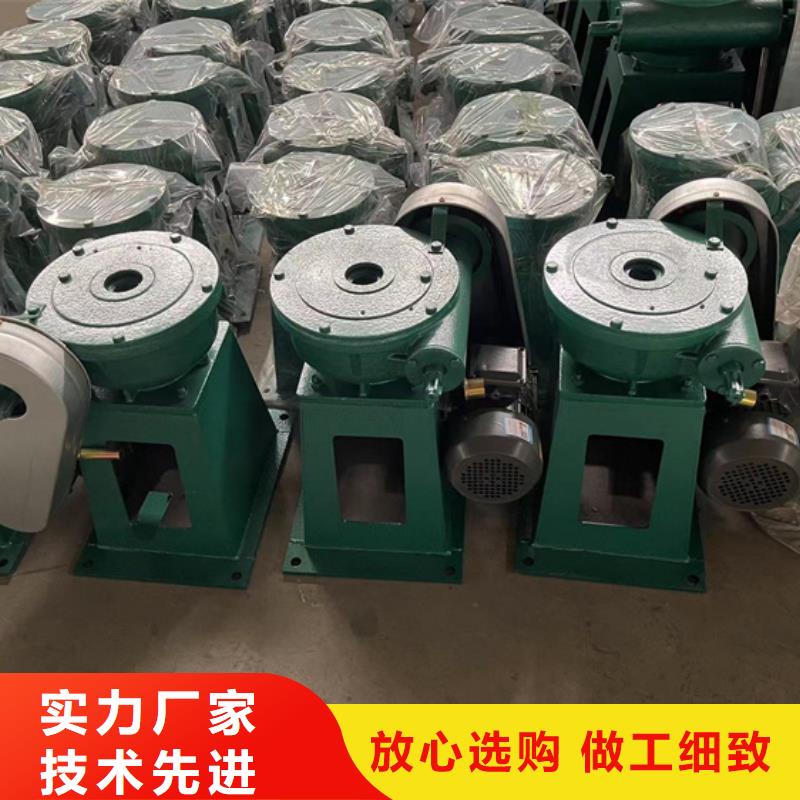
螺杆式启闭机操作前,对启闭机进行检查,各部位润滑情况是否良好,螺栓有无松动。电动启闭时检查电源线路是否接通,开关是否良好。



卷筒外形尺寸根据需要设定,简体壁厚根据外型尺寸而定,粗糙度Ra3.2,采用铸钢ZG270—500,分段铸造后焊接成一体。卷筒焊接成形后,对接焊缝应进行无损探伤检验,并进行高温退火热处理,应力,稳定组织,为保证筒体加工精度做好准备。
启闭机加工时主要保证:①卷筒壁厚均匀,各处筒壁厚度差不超过8mm;②卷筒外圆与内轴孔同轴度不超过0.3mm;③卷筒与大齿轮连接的凸外缘与卷筒内孔的同轴度不超过0.3mm,垂直度不超过0.6mm。
为了保证卷筒壁后均匀,在加工前应注意检测其壁厚值是否超差,若偏差较大,可采用借中间的方法予以调整。
为了保证卷筒内外圆的的同轴度,应在卷筒外圆加工完毕后,以外圆为基准镗出卷筒内孔。
为了保证开式齿轮的啮合间隙,应特别注意卷筒凸外缘与大齿轮止口的公称尺寸,二者之间的公差不宜过大,避免啮合间隙一侧过大而另一侧过小,同时注意卷筒凸外缘端面与卷筒外圆的垂直度。这样才能保证大齿轮的外径与卷筒轴同心,从而在装配中保证开式齿轮副啮合间隙的一致性。



公司注重管理,向管理要效益、靠质量求生存,没有 只有更好是我们的质量纲领。
我公司郑重承诺启闭机产品质量三包、终身提供零部件。免费提供技术支持。热忱欢迎光临、惠顾。
客户是我们永远的伙伴
尊重客户、理解客户、持续提供超出客户期望的产品和服务,引导积极、的现代生活方式--这是我们一直坚持和倡导的理念。
在客户眼中,我们每一位员工都代表瑞鑫人和。
我们1%的失误,对于客户而言,就是的损失。
衡量我们成功与否的重要的标准是客户的满意度。



瑞鑫铸铁闸门启闭机钢闸门清污机水工机械厂生产 烟台莱山喷锌钢制闸门,规格齐全、现货销售、价格优惠,提供优质服务,欢迎客户前来咨询洽谈。


电装系列螺杆式启闭机调试:一体化执行器与闸门组装后,必须对力矩控制机构、行程控制机构、开度指示机构分别进行调试,方可使用,一体化开关型、调节型执行器的力矩控制机构、行程控制机构及开度指示机构相同,故调试方法一样。打开电器箱盖,松开电器安装板上的固定螺丝,把电器安装板反转90度,即可对力矩控制机构,行程控制机构,开度指示机构进行调试。
注意:
调试前,必须检查开度指示器上的电位器是否已脱开(把电位器上齿轮的紧定螺丝松开即可),以防顺坏,手动使闸门处于中间位置,检查控制线路是否正确,厂家直销、售后服务周到。


