


联系我们

【衬塑管】衬胶管道值得买
更新时间:2026-07-18 14:32:54 ip归属地:平顶山,天气:多云转阴,温度:22-33 浏览次数:54 公司名称: 管业(平顶山市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 河南洛阳 |
| 主要材料 | 碳钢/20# |
| 衬里材质 | PE或PO粉未 |
| 衬里厚度 | 2.5-10mm |
| 规格型号 | 支持订制 |
| 生产工艺 | 热滚塑工艺 |
| 范围 | 【衬塑管】衬胶管道供应范围覆盖河南省、郑州市、开封市、洛阳市、焦作市、新乡市、平顶山市、鹤壁市、安阳市、濮阳市、许昌市、三门峡市、南阳市、漯河市、信阳市、周口市、驻马店市、商丘市 新华区、卫东区、石龙区、湛河区、宝丰县、叶县、鲁山县、郏县、舞钢市、汝州市等区域。 |





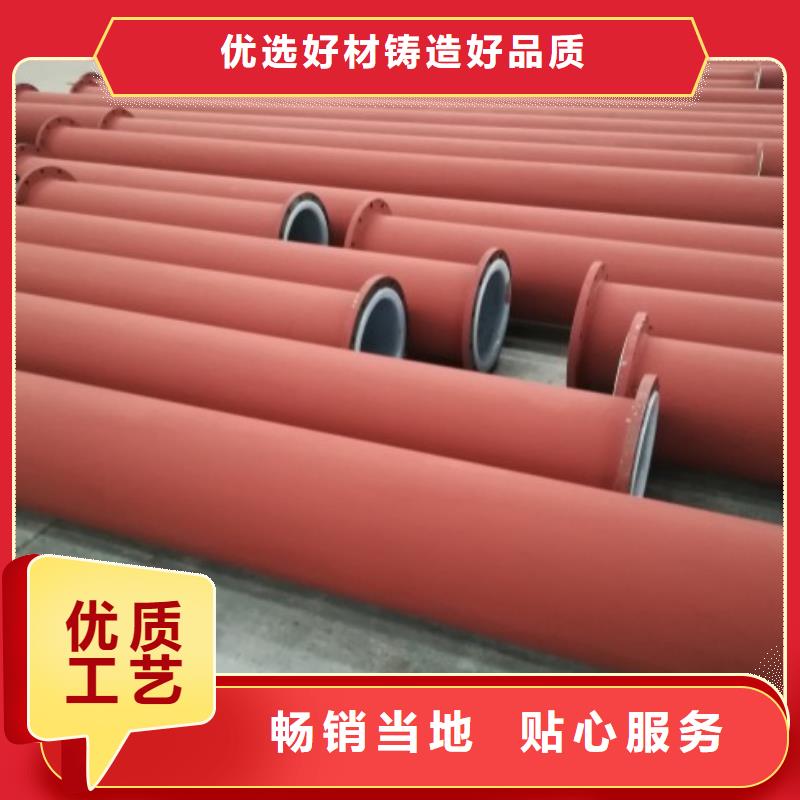

除盐水衬塑管道
公司是主要生产除盐水管道,衬塑管道、衬塑管道、钢衬塑管道、衬塑复合管、钢塑复合管系列产品和非标件衬胶包胶业务的新技术企业。多年来致力服务于火电厂钢铁、冶炼、机械、煤炭、矿山、化工、环保等行业衬塑管道、衬塑管道、衬塑管道、钢衬聚PTFE管道等管材的生产应用。产品已服务于30多个省市的800余家客户。
除盐水衬塑管道是以普通碳素钢管作为基体,内衬化学稳定性优良的热塑性塑料,经冷拉复合或滚塑成型,它既有钢管的机械性能,又有塑料管的耐腐蚀,缓结垢,不易生长生物的特点,是输送盐、有腐蚀性气体等介质的理想管道。内衬食品级聚丙烯,能用于食品、医药及饮水等行业。常见的衬塑钢管有:钢衬聚丙烯管(GSF.PP),钢衬聚氯乙烯管(GSF.PVC),钢衬聚乙烯管,钢衬聚烯烃管(GSF.PO)钢衬聚四乙烯管(GSF.F4)。
衬塑管道性能:
1.具有优良的物理性能
2.具有好的耐腐蚀性能
3.机械强度与钢管相同
4.卫生、不积垢,不滋生生物、保证流体品质
5.耐化学腐蚀、耐土壤和海洋生物腐蚀,耐阴剥离
6.安装工艺成熟、方便快捷
7.耐候性好,适用沙漠、盐碱等苛刻环境
8.管壁光滑、提输送效率、使用期长
衬塑管道的管材管件的基管在衬塑前应采用喷丸、打磨、酸洗等方法去除基体金属表面的铁锈、毛刺、污垢等;焊筋残留度不大于0.5mm,衬塑管道两端截面与管轴线应垂直,并应符合GB/T12611的规定。


衬塑管特性:
1、循环水管道、产品采用的滚塑工艺整体次成型;
2、衬里致密度,整体性强,无内应力;
3、无接头,无焊缝;
4、不脱落,不龟裂;
5、无气泡,钢塑间无空隙,耐负压;
6、耐腐蚀,耐压,机械强度;耐老化,耐磨损,使用温度范围广;
7、形状钢件、非标件均可衬;
衬塑钢管参数:
工作压力:≤1.6mPa,承受负压,介质温度:-40℃~110℃,衬层厚度:设备8±1mm,管配件DN25~DN503mmDN65~DN1005mmDN125~2007mmDN250~DN4009mm
二、防腐循环水管道技术要求:1、设备制造验收规范按HGJ92-90标准、GHJ33-91标准;2、设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制;3、设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;4、选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超过50mm/s探测,以不击穿为合格。



管业(平顶山市分公司)拥有 矿山泥浆管道、HDPE直管、沙场输泥管道、HDPE45度弯头、MPP直埋电缆管、PE地下输水管研发设计队伍。以“做优质 矿山泥浆管道、HDPE直管、沙场输泥管道、HDPE45度弯头、MPP直埋电缆管、PE地下输水管产品,创知名品牌”的经营理念,努力打造 矿山泥浆管道、HDPE直管、沙场输泥管道、HDPE45度弯头、MPP直埋电缆管、PE地下输水管产品的水平。我公司的 矿山泥浆管道、HDPE直管、沙场输泥管道、HDPE45度弯头、MPP直埋电缆管、PE地下输水管产品品种齐全、交货及时,如果您在安装时有什么问题或见解,请及时与我公司售后联系,我公司会在24小时内帮您解决。 我公司秉承以人为本,注重人才,注重管理。 公司注重技术投资,不断提高 矿山泥浆管道、HDPE直管、沙场输泥管道、HDPE45度弯头、MPP直埋电缆管、PE地下输水管产品的质量和档次,为公司产品在国际市场上拥有更强的竞争力提供有力保证。


钢衬塑管道插口形式介绍钢衬塑管道的联接般选用扩口式插口和内胀式插口套筒连接及其双热融插口联接。扩口式插口构造扩口式插口是以可锻铸铁或球墨铸件为行为主体材料,由里衬管材体(轴套)、螺丝帽或地脚螺栓、外螺纹环或扩口压兰、密封剂圈构成,选用拧紧螺丝帽或压兰的方法使管材收拢,做到管材内表层与里衬管材体上密封剂圈产生斜侧密封性联接的金属管件联接。
衬塑管道的滚塑介绍如下:
衬塑管道轧辊的圆周速度应控制在每分钟40转以内,但不小于每分钟2转。般来说,管径越大,速度越慢。
停车时,取下密封面工装后,第次找平(用冷胎压平),冷却塑料层,使密封面光亮、光滑、凝固。冷却时必须转动,防止局部温度过和流量过大影响使用和美观。
法兰角等厚处可采用湿布、喷淋等方法在外部快速冷却。局部冷却速度不宜太快,冷却水不宜接触衬板,防止衬板收缩过大,造成分层或剥离。时间般不超过2min,轧制机架上的转速应小于30RPM。


