


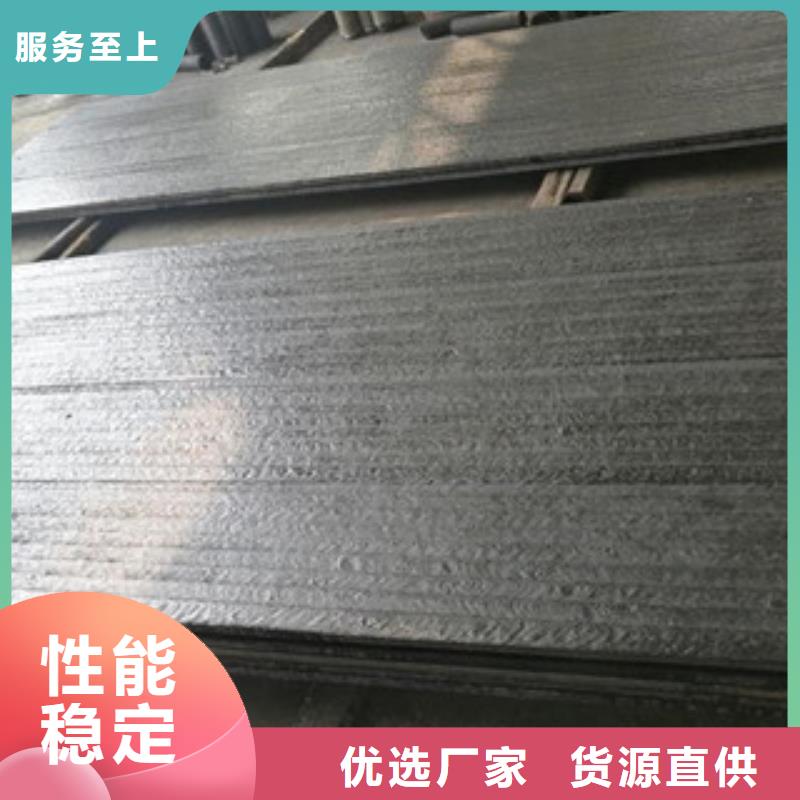



复合耐磨板由低碳钢板和合金耐磨层两部分组成,合金耐磨层一般为总厚度的1/3~1/2。工作时由基体提供抵抗外力的强度、韧性和塑性等综合性能,由合金耐磨层提供满足指定工况需求的耐磨和耐热性能。
复合耐磨板的合金耐磨层和基板之间是完全冶金结合。通过专用设备,采用自动焊接工艺,将高硬度自保护合金焊丝或合金粉均匀地焊接在基板上,复合层数一层至两层以至多层,复合过程中由于合金收缩比不同,出现均匀横向裂纹,这是耐磨钢板的显著特点。
合金耐磨层主要以铬合金为主,同时还添加锰、钼、铌、镍、硼等其它合金成份,金相组织中碳化物呈纤维状分布,纤维方向与表面垂直。碳化物显硬度可以达到HV1700-2000以上,表面硬度可达到HRC58-65。合金碳化物在高温下有很强的稳定性,保持较高的硬度,同时还具有很好的抗氧化性能,在500℃以内完全正常使用。



鑫铭万通商贸(黔西南市分公司)本着“【喷漆无缝管】品质保证,客户至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与以及行业交流活动,公司在长期的发展过程中以过硬的【喷漆无缝管】产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流;广纳博交的企业精神,愿与社会各界朋友精诚合作,共创美好家园!


双金属耐磨板质高价低
双金属耐磨板焊接工艺的关键
采用常用的焊接方法焊接时,要保证焊缝和过热区的低温韧性,这是双金属耐磨板焊接工艺的关键。
双金属耐磨板多用于制造低温压力容器,必须防止在制造过程中产生引起脆性破坏的一切因素。焊接工艺应特别注意以下几点:
① 焊条、焊剂使用前需要在330~480℃保温1~2h烘干;焊丝去除油锈;焊接坡口焊前把水、锈、油污等干净。
② 定位焊道长度应不小于40mm。



高硬度堆焊耐磨衬板成形性能是一项复杂的特性,因为它是与非常复杂的成形环境相关的。一般来说,高硬度堆焊耐磨衬板成形性能依赖于压力、拉力、拉伸速率、温度等与金属抵抗伸长断裂有关的因素,金属材料的尺寸、形状、第二相粒的分布状况等对材料性能影响也很大。高硬度堆焊耐磨衬板成形过程不是稳定不变的,而是一个逐步慢慢变化的过程。压力以及拉力的分布.决定于许多重要的工艺参数,例如模具的设计、工件尺寸形状和润滑。控制这些参数以及一些墓本的材料参数,可增加金属材料在断裂之前的塑性变形程度。


