


联系我们

当前位置:
聊城 万盛达钢铁有限公司 >
郑州当地今日热点
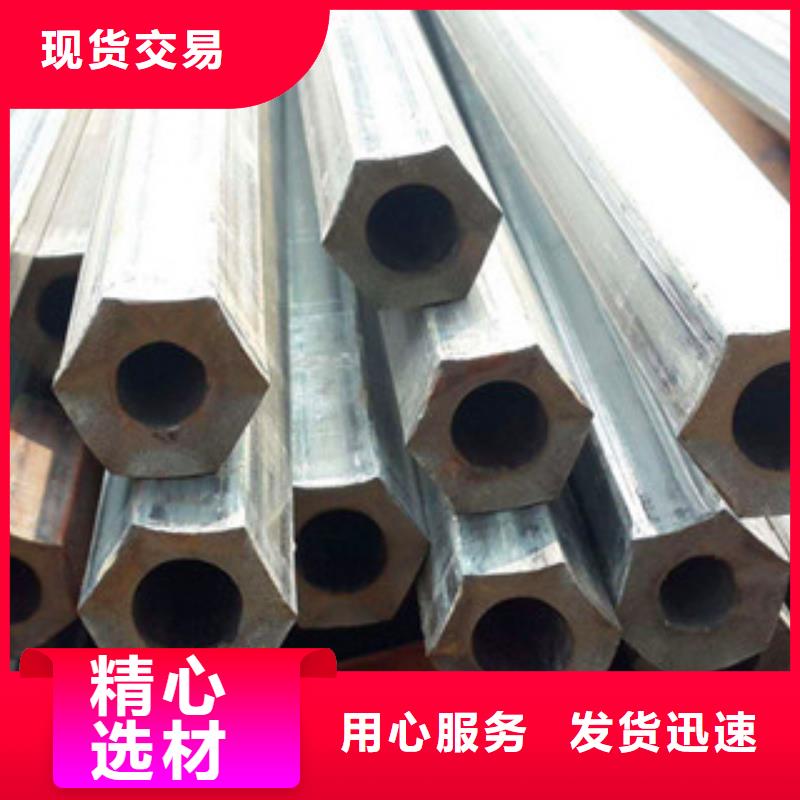
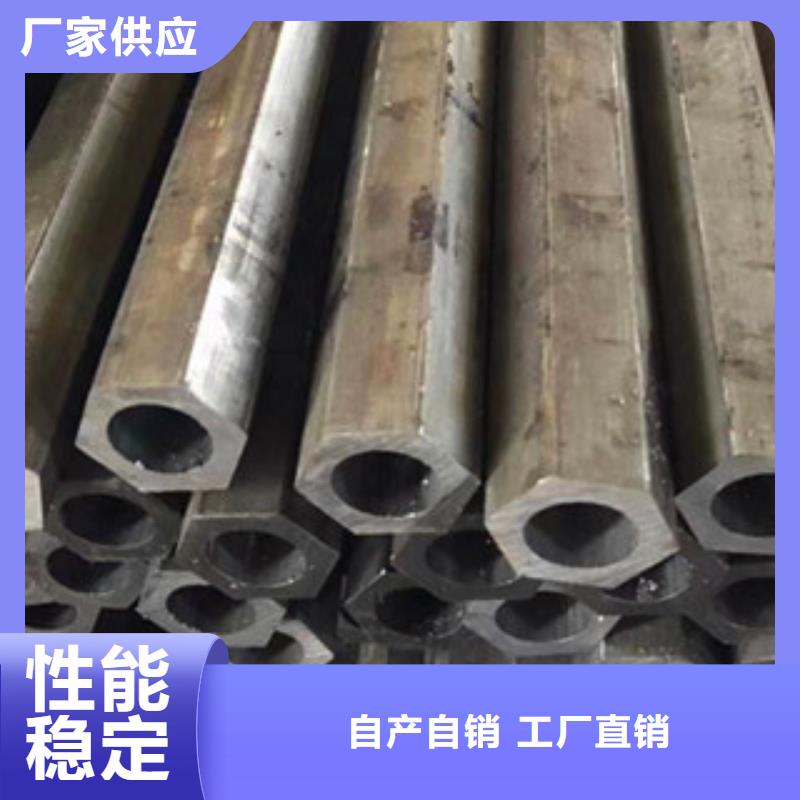
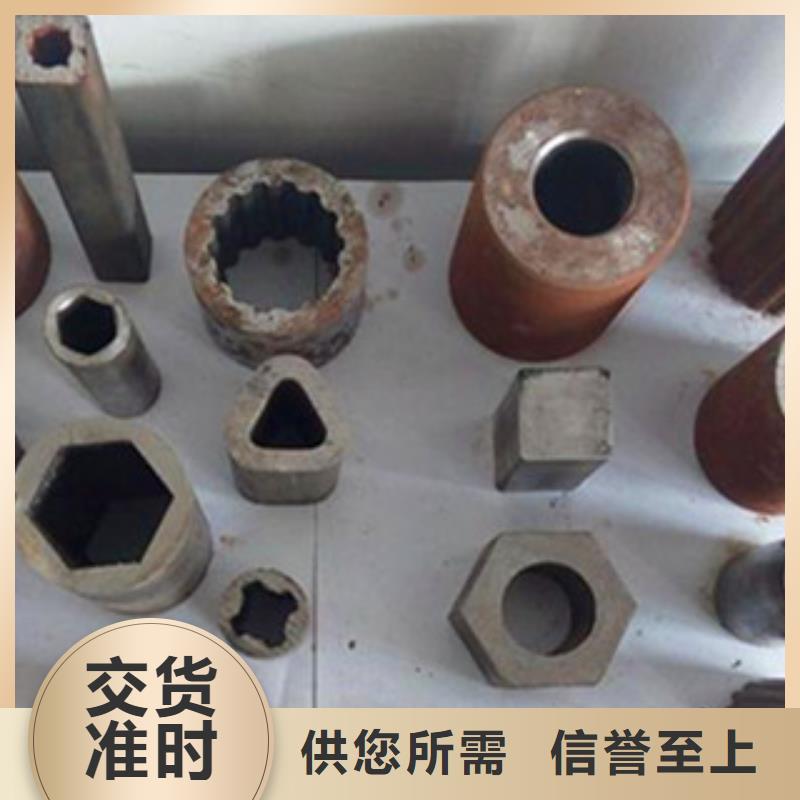
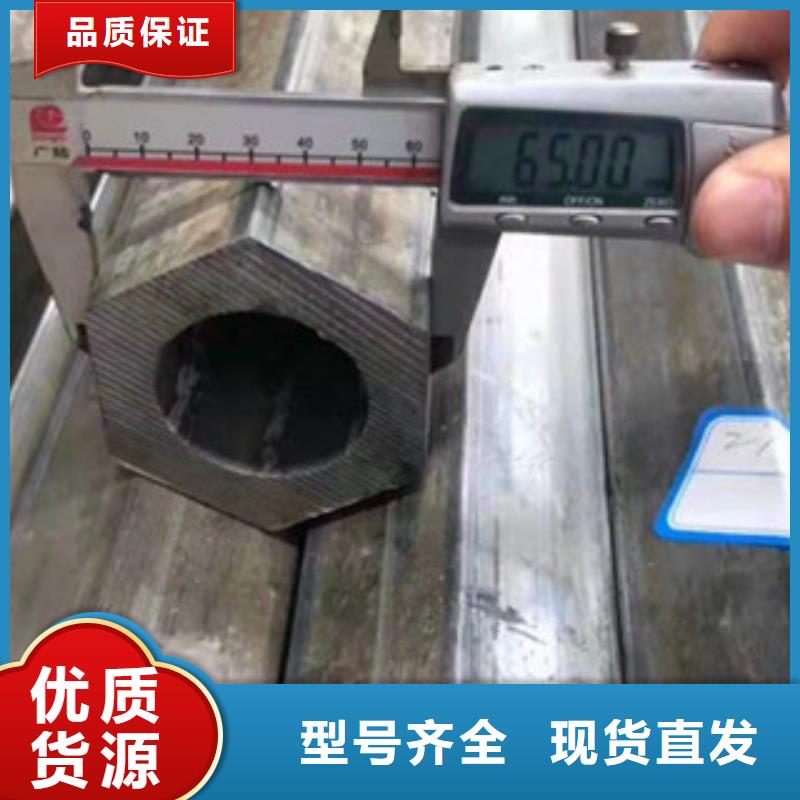
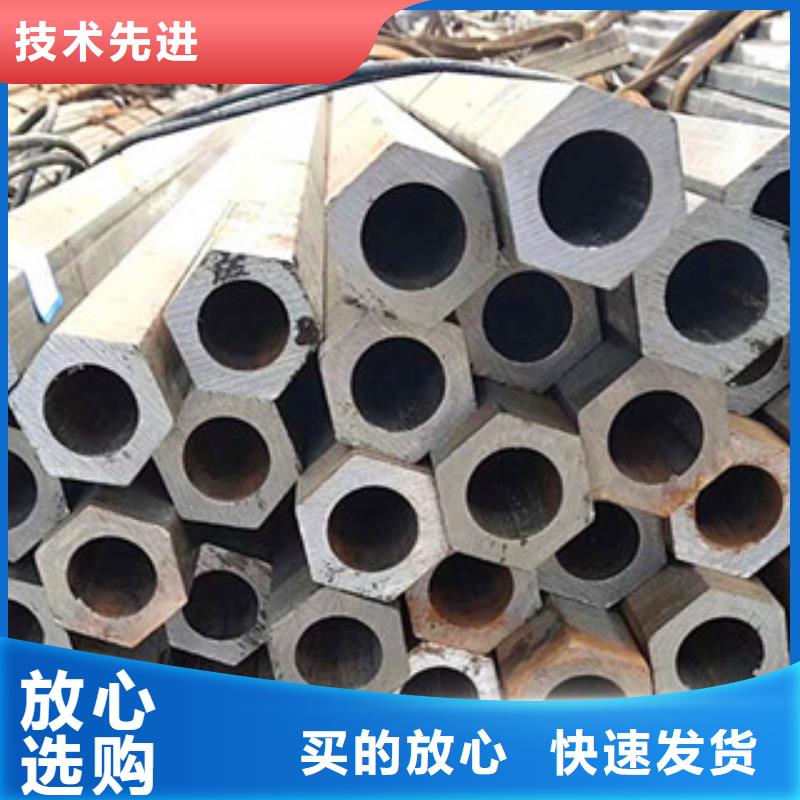
【异型管】低合金方管生产经验丰富
更新时间:2024-12-24 21:37:57 浏览次数:4 公司名称:聊城 万盛达钢铁有限公司
以下是:【异型管】低合金方管生产经验丰富的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议/米 |
| 发货期限 | 1 |
| 供货总量 | 9998 |
| 运费说明 | 电议 |
| 最小起订 | 1 |
| 材质 | 异性管 |
| 产地 | 山东 |
| 品牌 | 万盛达 |
以下是:【异型管】低合金方管生产经验丰富的图文视频

【异型管】低合金方管生产经验丰富,万盛达钢铁有限公司为您提供【异型管】低合金方管生产经验丰富产品案例,联系人:陈经理,电话:13814281222、13310655558,QQ:13310655558,发货地:聊城经济开发区发货到河南省 郑州市 中原区、二七区、金水区、上街区、惠济区、中牟县、巩义市、荥阳市、新密市、新郑市、登封市。 河南省,郑州市 2022年,郑州市实现地区生产总值12934.7亿元,按不变价格计算,同比增长1%。
我们的【异型管】低合金方管生产经验丰富视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:【异型管】低合金方管生产经验丰富的图文介绍


# 如何区分异型管:实话说,现在建筑行业所使用的钢材种类还是很多的,而有一种叫异型管的质量优越、价格实惠,使用范围很广,一直备受人们的喜爱。而很多人却并不知道如何去区分异型管。异型管主要是区别于圆形钢管和方形钢管的其他形状的钢管,异型管分为焊接异型管和无缝异型管。不仅是在建筑业,在一些机械加工厂也是经常会使用到的。异型管的加工方式主要分为两种一种是用圆形钢管变形另外一种则是用钢板直接卷成成品异型管。 # 异型管采用气体保护焊具特点:气体保护焊是利用外加气体作为保护介质的一种电弧焊的方法,异型管采用气体保护焊具有以下特点:(一)焊接过程操作方便,没有熔渣或很少有熔渣,焊后基本上蒙不需清渣;(二)气体保护焊电流密度大、弧光强、温度高,且在高温电弧和强烈的紫外线作用下产生高浓度有害气体,所以特别要注意通风;(三)有利于异型管焊接过程的机械化和自动化,特别是空间位置的机械化焊接;(四)引弧所用的高频振荡器会产生一定强度的电磁辐射,接触较多的焊工,会引起不适症状;(五)在室外作业焊接异型管时,需设挡风装置,否则气体保护效果不好,甚至很差;(六)电弧和熔池的可见性好,焊接过程中可根据熔池情况调节焊接参数;(七)电弧在保护气流的压缩下热量集中,焊接速度较快,熔池较小,热影响区窄,异型管焊后变形小。 # 对精密异型管的质量要求,主要有以下八个:(一)精密异型管多用优质碳素结构钢制或采用含有少量其他合金元素的低合金钢,并且等有害残余元素含量有相应要求;(二)异型钢管表面不得有裂缝、结疤、错位、烧伤、压痕、毛刺和深的划道存在。允许有不超过壁厚允许负公差的其他缺陷存在;(三)焊接定径以后经正火热处理,不但焊接应力和冷加工硬化,而且改变金属组织结构,细化晶粒,改善钢管的力学性能;(四)有些精密异型管要求无氧化或光亮的表面就需要用光亮的冷轧钢带卷为原料或钢管抛光处理。退火和正火热处理也必须在保护气氛下进行,保持表面的光洁度;(五)精密异型管为了满足用户后续加工的要求和使用性能,规定必须通过相关工艺检测,如压扁试验、弯管试验、扩口试验、水压试验和无损探伤检查等;(六)某些特殊用途的钢管还提出一些特殊要求,如汽车传动轴管要求静扭矩破坏值不低于规定值等;(七)异型管的外毛刺必须,普通管以后的残留高度不得超过0.5mm,精密管则不允许存在;(八)精密异型管往往使用在承受一定压力或受力条件下的结构件,所以对其力学性能定立较高的要求,在成形和焊接的过程中均产生一定的应力和冷加工硬化。 #



万盛达钢铁有限公司成立以来凭着严格的 河南郑州大口径无缝方管产品质量、合理的交易价格、优质的销售服务、诚实的商业信誉、完善的销售网络及售后服务,在广大 河南郑州大口径无缝方管客户群体中赢得了口碑。公司全体员工将不懈努力,执着追求质量和品牌形象,奉行“质量是生命、服务是灵魂”的企业经营理念来满足市场及客户的需求。


圆变方异型管焊接工艺;控制焊接变形此矩形管由于其外形属于细长杆类,因此焊接变形极难控制。焊接的主要变形有挠曲(正弯)、侧弯、角变形及扭曲变形等。对于此矩形管而言,主要的变形是横向收缩,使矩形断面尺寸受到影响,每边需缩进预留间隙90%左右;焊缝横向收缩后,竖板两端向内弯曲,使构件形成腰鼓状;由于焊缝断面大,输入热量多,必然引起较大的纵向收缩,使构件在长度方向形成挠曲变形;对因不合理焊接造成的扭曲变形,矫正十分困难,有时不得不割开重焊或整件报废。 从焊接变形理论可知,影响焊接变形大小的主要因素是:焊缝尺寸越大,熔敷金属越多,变形越大;焊缝尺寸相等时,焊缝热输入越大,造成的变形也越大;焊接大长焊缝时,分段比直通焊变形要小。 # 无缝异型管常见缺陷的检测方法:无缝异型管制造过程中偶尔会遇到缺陷问题,如果是在表面,用视觉就能检测到,但是如果问题出在里面又该怎么办呢?常用的检测方法一般来说有磁粉检测或渗透检测两种。磁粉检测或渗透检测可有效的发现异型管表面裂纹、折叠、重皮、发纹、针孔等表面缺陷。对于铁磁性材料、应优先采用磁粉检测法,因其具有较高的检测灵敏度;对于非铁磁性材料,如不锈钢异型管,则采用渗透检测法。当两端预留切除余量较少时,由于检测装置的结构原因,两端头有时得不到有效的检测,而异型管端头是有可能存在裂纹或其他缺陷的部位。如果端头存在有潜在的裂纹倾向,安装时的焊接热影响也有可能使潜在的裂纹扩展。因此,也应注意对焊后异型管一定区域的检测,及时发现钢管端头缺陷的扩展。对在线使用奥氏体异型管,当绝热层损坏或可能有雨水渗进的部位,应注意进行渗透检测,以发现应力腐蚀裂纹或点蚀等缺陷。但磁粉或渗透检测只能对异型管外表面进行检测,对内表面的缺陷则无能为力。对异型管内表面的检测,特别是裂纹类缺陷的检测,必须通过超声波检测来进行。 # 异型管钢坯加热的三种方式:在异型管生产中,钢坯的加热过程实际上就是热源的传热过程,温度差是传热的基本条件,有温度差才会发生热的传播,根据传热过程中物体温度有无变化,传热可分为稳定态传热和不稳定态传热两种状态。稳定态传热是指在传热过程中,物体各处的温度不随时间变化的传热现象。不稳定态传热是指物体在加热过程中,温度在不断升高,热量不断地由物体表面传向内部,即温度随时间变化的传热现象。 # 异型管钢坯加热,其热源的传播有辐射、传导、对流三种方式:(一)辐射对流与传导两种传热方式必须是物体接触才能传递热能,而辐射则是物体间不必接触就可以将热能由一物体传导到另一物体的传热方式;(二)传导传导传热一般由同一物体的高温部分传至低温部分,也可由高温物体传至与其紧密接触的低温物体。异型管钢坯传导传热具有以下特点:一是传导传热只有粒子的微观热运动,没有宏观的运动或位移。因此传导传热主要发生在金属、耐火材料等固体中。



冷拨管的应用:冷轧(拨)无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚2.5-75mm,冷轧无缝钢管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。 # 螺旋钢管工艺;螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。(5)采用外控或内控辊式成型。(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。 (8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。(9)采用空气等离子切割机将钢管切成单根。 (10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。 (11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。 (12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。 # 浅析异型管拉伸试验的步骤; 拉伸试验是将异型管制成试样,在拉伸试验机上将试样拉至断裂,然后测定一项或几项力学性能,通常仅测定抗拉强度、屈服强度、断后伸长率和断面收缩率。拉伸试验是金属材料基本的力学性能试验方法,几乎所有的金属材料,只要对力学性能有要求,都规定了拉伸试验。特别是那些形状不便于进行硬度试验的材料,拉伸试验成为的力学手段。 # 异型管拉伸试验主要有以下步骤:(一)用刻线机在原始标距范围内刻划圆周线,将标距内分为等长的10格。用游标卡尺在试件原始标距内的两端及中间处两个相互垂直的方向上各测一次直径,取其算术平均值作为该处截面的直径,然后选用三处截面直径的小值来计算试件的原始截面面积;(二)根据异型管的拉伸强度和原始标本截面积估计的大负荷,配置相应的摆锤,选择合适的测力度盘;(三)开始试机,使表上升约10mm,为了重量板凳系统的影响。倡议旨在调整指针为零,主动驱动的指针和指针靠拢,调整自动绘图设备;(四)先将异型管样品装夹在上夹头内,再将下夹头移动到合适的夹持位置,后夹紧试件下端;(五)开动试验机,预加少量载荷(载荷对应的应力不能超过异型管材料的比例极限),然后卸载到零,以检查试验机工作是否正常;(六)启动试验机,加载缓慢而均匀地旋转仔细观察指针和策划力测量绘图设备的图形。注意捕获的屈服载荷值,计算其屈服点应力的记录。在屈服阶段,加载速度可以更快。将达到大,遵守“缩颈”的现象。试样断裂立即停止,记录的大负荷值;(七)取下异型管拉伸标本、记录纸;(八)用游标卡尺测量断后标距及缩颈处小直径。

选购【异型管】低合金方管生产经验丰富来河南省郑州市找万盛达钢铁有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:陈经理-13310655558,{QQ:13310655558},地址:[经济开发区]。