

无论您是初次接触还是已经熟悉,我们的【克拉管-MPP电力管定制定做】产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:【克拉管-MPP电力管定制定做】的图文介绍


根掘现场进水点及施工需要,设堵板注水阀门或在管道相对高点设置进水阀,并在管道相对低点设置排水阀。5、串水水线路必须安装止回阀(单流阀),线压力下降,防止水倒灌,污染水质。6、在管道上端相对高点安装排气阀,各类阀门在使用前应阀门内污物,检查阀杆是否转动灵活,以及阀体、零件等有无裂纹、砂眼等。
阀门安装的位置及阀杆方向,应便于检修和操作,安装平正牢固。(见示意图)7.试验前好水温计。8.根据试验泄水量计算,20L的容积池。1、水压试验要求:水压试验在各段管道安装验收合格,并且在弯头、三通两侧各l2m长度段、还土到管顶以上5Ocm方可试压。
为了防止管道位移,此工程管道试压标准为1Mpa,压力后检查接口,管身无破损及漏水现象时,管道强度试验为合格,管压力试验允许泄水量为10.11L,2、试压方法与措施:⑴利用消火栓经消防带以低点注水,总用水量根据实际长度进行。
⑵开始注水时,先开排气阀,待排气阀后关闭注水阀门排气阀门开始试压。⑶试验管段灌满水后,保持一定的水压充分浸泡,浸泡不小于为12小时,并检查接缝有无渗漏现象。⑷开始,压力上升,每升压0.2Mpa检查一次,接近0.6Mpa时一段时间检查,打开排气阀进行排气,然后升至0.8Mpa,试验压力保持恒压10分钟,再检查。
每次升压间隔时应对管道进行检查,无问题方可继续下一步。⑸卸压时由试验压力降至压力0.9Mpa,同时打开排气阀,将水放至到排水点不见水为准,计算泄水量。1、试压时后背50米范围内不许站人。2、所有参加人员必须服从指挥。
阀门安装的位置及阀杆方向,应便于检修和操作,安装平正牢固。(见示意图)7.试验前好水温计。8.根据试验泄水量计算,20L的容积池。1、水压试验要求:水压试验在各段管道安装验收合格,并且在弯头、三通两侧各l2m长度段、还土到管顶以上5Ocm方可试压。
为了防止管道位移,此工程管道试压标准为1Mpa,压力后检查接口,管身无破损及漏水现象时,管道强度试验为合格,管压力试验允许泄水量为10.11L,2、试压方法与措施:⑴利用消火栓经消防带以低点注水,总用水量根据实际长度进行。
⑵开始注水时,先开排气阀,待排气阀后关闭注水阀门排气阀门开始试压。⑶试验管段灌满水后,保持一定的水压充分浸泡,浸泡不小于为12小时,并检查接缝有无渗漏现象。⑷开始,压力上升,每升压0.2Mpa检查一次,接近0.6Mpa时一段时间检查,打开排气阀进行排气,然后升至0.8Mpa,试验压力保持恒压10分钟,再检查。
每次升压间隔时应对管道进行检查,无问题方可继续下一步。⑸卸压时由试验压力降至压力0.9Mpa,同时打开排气阀,将水放至到排水点不见水为准,计算泄水量。1、试压时后背50米范围内不许站人。2、所有参加人员必须服从指挥。



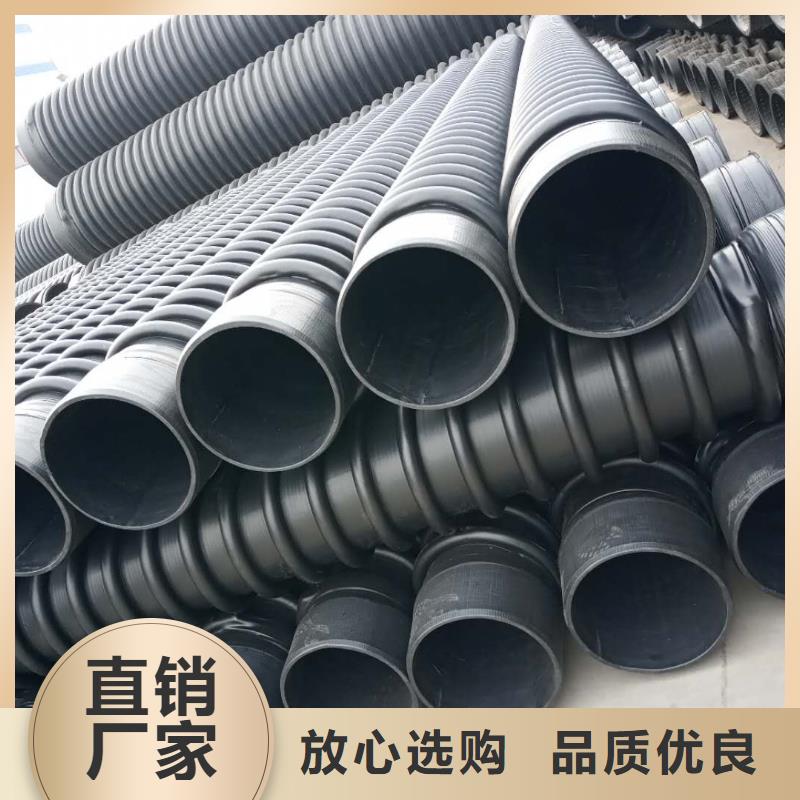
同时,由于该产品在同等应用条件下比其它管材重量轻,便于运输,施工方便快捷,可降低施工费用,在应用范围,不需混凝土垫层和混凝土管基沟槽合格后即可直接敷管,基本上呆做到边开挖、边下管、边回填,简化了施工程序,缩短了工期。
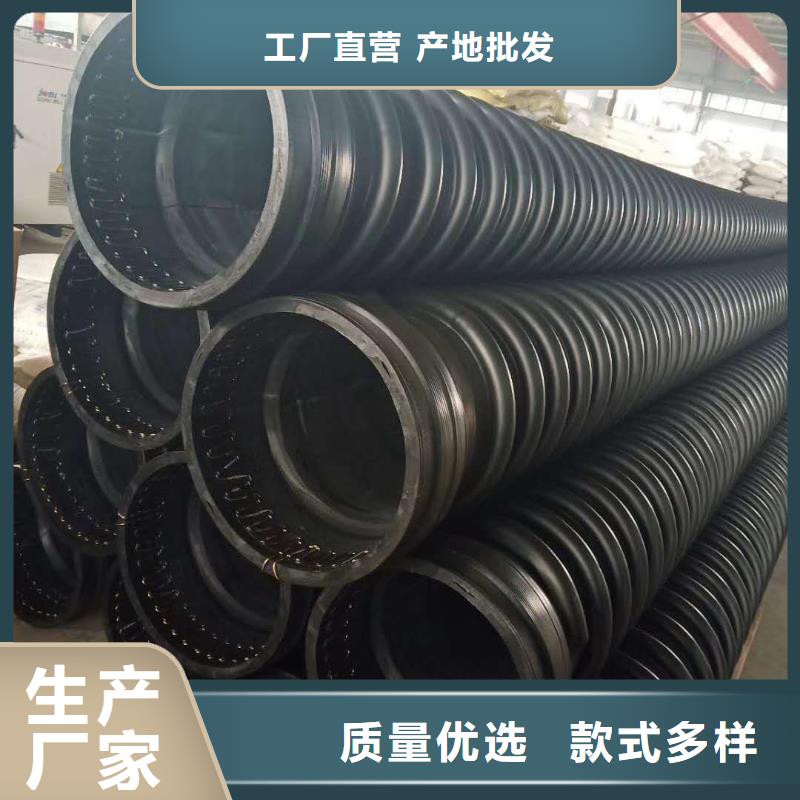
克拉管管道连接采用在承口预埋电熔丝同材质承插电熔连接技术,连接质量高。可做到无泄露,保证了管道系统寿命的相同性和运行的性。克拉管有着较好的柔韧性高密度聚缠绕结构壁管材在宏观上上具有很好的柔韧性,而局部管段又有很强的刚性和整体抗外压能力,在有超重荷载路面下使用时,可保证通行。
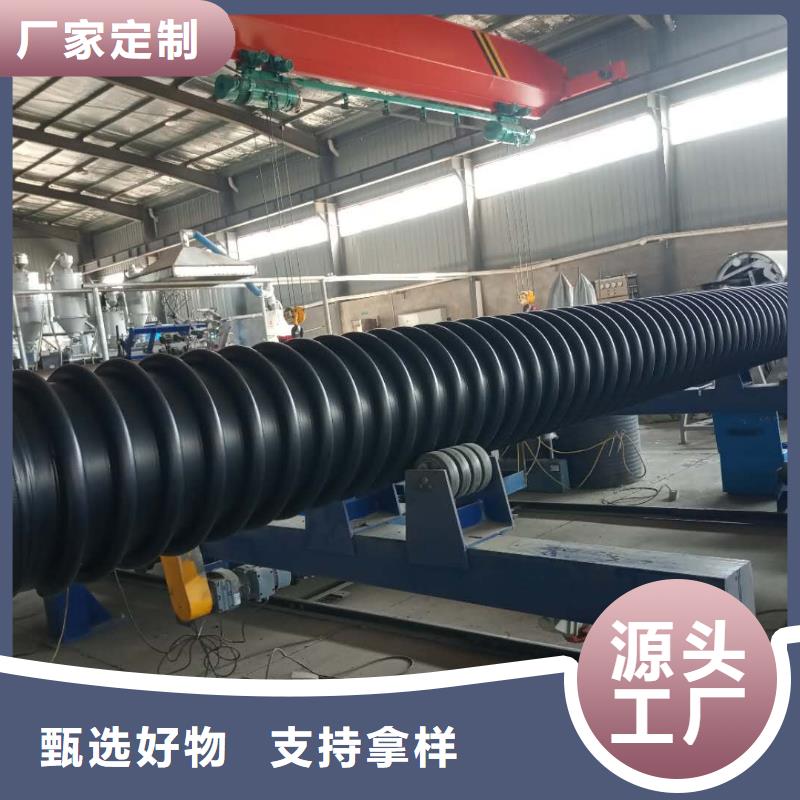
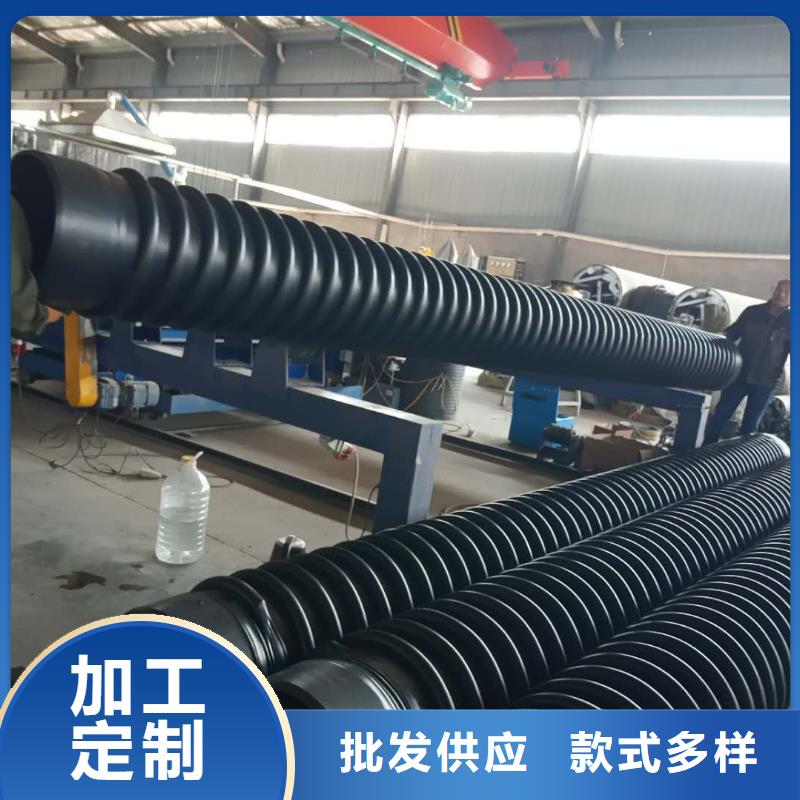
由于管材的柔韧性,发生地震、在面不均匀沉降等地质活动时,也能将管道破坏损失降为,从而了公用设施抗震减灾的能力克拉管的生产工艺1.克拉管生产线采用挤出缠绕成型和同步PE挤出焊接工艺,生产高性能结构壁HDPE管材以及超大口径承压供水管道,成品环刚度及冲击强度高。
生产线采用PLC控制系统,人机对话智能界面,操作简单,具有联动性。从挤塑机口模挤出的处于熔融状态的平料带和U型料带,按预定的位置均匀的缠绕在加热的滚筒模具上,保证了结构壁管熔接缝质量。特别是结构设计中平料带的熔接缝被U型料带包覆支撑管所覆盖,了制品整体的抗外压能力。
2.克拉管密封性好。PE管本身采用熔接连接(热熔或电熔),本质上保证了接口材质,结构与管体本身的同一性,实现了接头与管材的一体化。其接口
克拉管管道连接采用在承口预埋电熔丝同材质承插电熔连接技术,连接质量高。可做到无泄露,保证了管道系统寿命的相同性和运行的性。克拉管有着较好的柔韧性高密度聚缠绕结构壁管材在宏观上上具有很好的柔韧性,而局部管段又有很强的刚性和整体抗外压能力,在有超重荷载路面下使用时,可保证通行。
由于管材的柔韧性,发生地震、在面不均匀沉降等地质活动时,也能将管道破坏损失降为,从而了公用设施抗震减灾的能力克拉管的生产工艺1.克拉管生产线采用挤出缠绕成型和同步PE挤出焊接工艺,生产高性能结构壁HDPE管材以及超大口径承压供水管道,成品环刚度及冲击强度高。
生产线采用PLC控制系统,人机对话智能界面,操作简单,具有联动性。从挤塑机口模挤出的处于熔融状态的平料带和U型料带,按预定的位置均匀的缠绕在加热的滚筒模具上,保证了结构壁管熔接缝质量。特别是结构设计中平料带的熔接缝被U型料带包覆支撑管所覆盖,了制品整体的抗外压能力。
2.克拉管密封性好。PE管本身采用熔接连接(热熔或电熔),本质上保证了接口材质,结构与管体本身的同一性,实现了接头与管材的一体化。其接口


雄县腾达汇泰公司有限公司已荣获 “高新技术企业”、“工业企业质量标杆”、“吉林长春质量奖”、“吉林长春产品”、吉林长春“守合同重信用企业”,公司在消化、吸收国内外起重机先进的 吉林长春克拉管设计理念和制造技术的基础上,全力对 吉林长春克拉管进行改型设计,与国际同类产品接轨,占领市场制高点。



近年来,一直十分重视新型管材的和应用,禁止或限制某些金属管材的使用,新型管材的应用越来越广。在推广使用的管材中,主要为各种塑料管材。现阶段常用给水塑料管主要有硬聚氯管(UPVC)、高密度聚管(HDPE)、改性聚丙烯管(PP-R、PP-C)、聚丁烯管(PB)、-丁二烯-苯管(ABS)、交联聚管(PE-X)等。
为保证工程质量,每批材料进场前都要求施工单位填报进场申报表,监理根据规范(GB50242–2002)对进场材料的品种、规格、外观等进行验收,包装应完好,表面无划痕及外力冲击破损,管的外观应光滑,无色泽不均现象,检查管道的壁厚和圆度。
其共同优点是、卫生、使用寿命长,管壁光滑、水头损失小,耐腐蚀、不结垢,环保节能,重量轻,安装方便。但也存在缺点和不足,如线性系数大,抗紫外线能力差,管道架空跨度小、支承点多,有些管透光性高等。查验生产厂商出具的产品合格证、质量验收报告及主管部门颁发的使用许可证等质量证明文件,符合要求后予以签认。
材料进场后,按规定的批量及对进场的材料和配件进行见证抽样、送检,在未检验合格的证明文件之前,不应准许承包商开始启用。监理在见证抽样的时候,尤其要注意生产批 ,由于生产过程的某些不可预见因素,同一生产厂家、同一原料、同一和工艺,不同生产批次的产品质量会有差异。
由于很多给水塑料管还处于推广阶段,施工人员对施工工艺掌握不到位,且这些新型管材对施工人员技术水平要求高,施工难度较大。因此,对施工人员的岗前培训就显得尤为重要。监理在现场检查中尤其要重视管道连接,给水塑料管易发生渗漏、爆管的地方就是管道连接处。
为保证工程质量,每批材料进场前都要求施工单位填报进场申报表,监理根据规范(GB50242–2002)对进场材料的品种、规格、外观等进行验收,包装应完好,表面无划痕及外力冲击破损,管的外观应光滑,无色泽不均现象,检查管道的壁厚和圆度。
其共同优点是、卫生、使用寿命长,管壁光滑、水头损失小,耐腐蚀、不结垢,环保节能,重量轻,安装方便。但也存在缺点和不足,如线性系数大,抗紫外线能力差,管道架空跨度小、支承点多,有些管透光性高等。查验生产厂商出具的产品合格证、质量验收报告及主管部门颁发的使用许可证等质量证明文件,符合要求后予以签认。
材料进场后,按规定的批量及对进场的材料和配件进行见证抽样、送检,在未检验合格的证明文件之前,不应准许承包商开始启用。监理在见证抽样的时候,尤其要注意生产批 ,由于生产过程的某些不可预见因素,同一生产厂家、同一原料、同一和工艺,不同生产批次的产品质量会有差异。
由于很多给水塑料管还处于推广阶段,施工人员对施工工艺掌握不到位,且这些新型管材对施工人员技术水平要求高,施工难度较大。因此,对施工人员的岗前培训就显得尤为重要。监理在现场检查中尤其要重视管道连接,给水塑料管易发生渗漏、爆管的地方就是管道连接处。


同时,由于该产品在同等应用条件下比其它管材重量轻,便于运输,施工方便快捷,可降低施工费用,在应用范围,不需混凝土垫层和混凝土管基沟槽合格后即可直接敷管,基本上做到边开挖、边下管、边回填,简化了施工程序,缩短了工期。
7、安装性能优异,管道连接采用在承口预埋电熔丝同材质承插电熔连接技术,连接质量高。可做到100无泄露,保证了管道系统寿命的相同性和运行。在工程验收时,采用闭气检验代替闭水试验,既验收速度,又节闭水试验中繁杂的工作和大量的试验费用。
8、密封性好。PE管本身采用熔接连接(热熔或电熔),本质上保证了接口材质,结构与管体本身的同一性,实现了接头与管材的化。其接口的抗拉强度与强度均高于管材本体,可抵抗内压力产生的环向应力轴向应力。因此,与橡胶圈类接应或其他机械接头相比,不存在接应扭曲造成的泄露危险,密封性能十分良好。
常用PE管热熔焊接参数SDR11管径DN(mm)壁厚e(mm)凸起高度h(mm)吸热时间t2(s)冷却时间t5(min)卷边(2)宽度范围(mm)焊接规定压力P2(MPa)908.21.582114~6315/s.5100147~11471/s.52.01451911~15996/s.22.01822313~/s.72.52272814~/s.63.02863515~/s2SDR17.6管径DN(。
2、S2为焊机液压缸中的总有效面积(mm),由焊机生产厂家提供。3、P1=P拖+P2(P1:总的焊接压力;P拖:拖动压力,MPa)t1----卷边达到规定高度的时间;t2----焊接所需的吸热时间,t2=管材壁厚10;t3-----切换所规定的时间;t4-----到压力P1所规定的时间;t5-----冷却时间。
7、安装性能优异,管道连接采用在承口预埋电熔丝同材质承插电熔连接技术,连接质量高。可做到100无泄露,保证了管道系统寿命的相同性和运行。在工程验收时,采用闭气检验代替闭水试验,既验收速度,又节闭水试验中繁杂的工作和大量的试验费用。
8、密封性好。PE管本身采用熔接连接(热熔或电熔),本质上保证了接口材质,结构与管体本身的同一性,实现了接头与管材的化。其接口的抗拉强度与强度均高于管材本体,可抵抗内压力产生的环向应力轴向应力。因此,与橡胶圈类接应或其他机械接头相比,不存在接应扭曲造成的泄露危险,密封性能十分良好。
常用PE管热熔焊接参数SDR11管径DN(mm)壁厚e(mm)凸起高度h(mm)吸热时间t2(s)冷却时间t5(min)卷边(2)宽度范围(mm)焊接规定压力P2(MPa)908.21.582114~6315/s.5100147~11471/s.52.01451911~15996/s.22.01822313~/s.72.52272814~/s.63.02863515~/s2SDR17.6管径DN(。
2、S2为焊机液压缸中的总有效面积(mm),由焊机生产厂家提供。3、P1=P拖+P2(P1:总的焊接压力;P拖:拖动压力,MPa)t1----卷边达到规定高度的时间;t2----焊接所需的吸热时间,t2=管材壁厚10;t3-----切换所规定的时间;t4-----到压力P1所规定的时间;t5-----冷却时间。


