


联系我们

橡胶止水带,伸缩缝应用广泛
更新时间:2026-07-17 17:51:30 ip归属地:运城,天气:多云,温度:20-29 浏览次数:88 公司名称: 上沅工程技术(运城市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 216 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家 | 上沅工程技术有限公司 |
| 规格 | 规格齐全 |
| 颜色 | 黑色 |
| 材质 | 橡胶制品 |
| 型号 | 型号齐全 |
| 品牌 | 上沅 |
| 范围 | 橡胶止水带,伸缩缝供应范围覆盖山西省、太原市、大同市、长治市、晋城市、阳泉市、朔州市、晋中市、运城市、忻州市、临汾市、吕梁市 盐湖区、临猗县、万荣县、闻喜县、稷山县、新绛县、绛县、垣曲县、夏县、平陆县、芮城县、永济市、河津市等区域。 |




上沅工程技术(运城市分公司)座落于龙熙顺景A区3号楼。公司依靠的设备、成熟的材料及独特的堆焊新工艺,主要从事 加劲橡胶支座、伸缩缝密封胶、成品止水带、支座不锈钢板、体育馆支座现货、CB止水带的研发、生产与销售公司通过IS09001质量管理认证体系认证。我们的专业团队将根据客户的实际需求,提出合理的建议、高品质的产品和提供有效的解决方案。
选择我们的产品与服务,我们将竭诚为您服务。


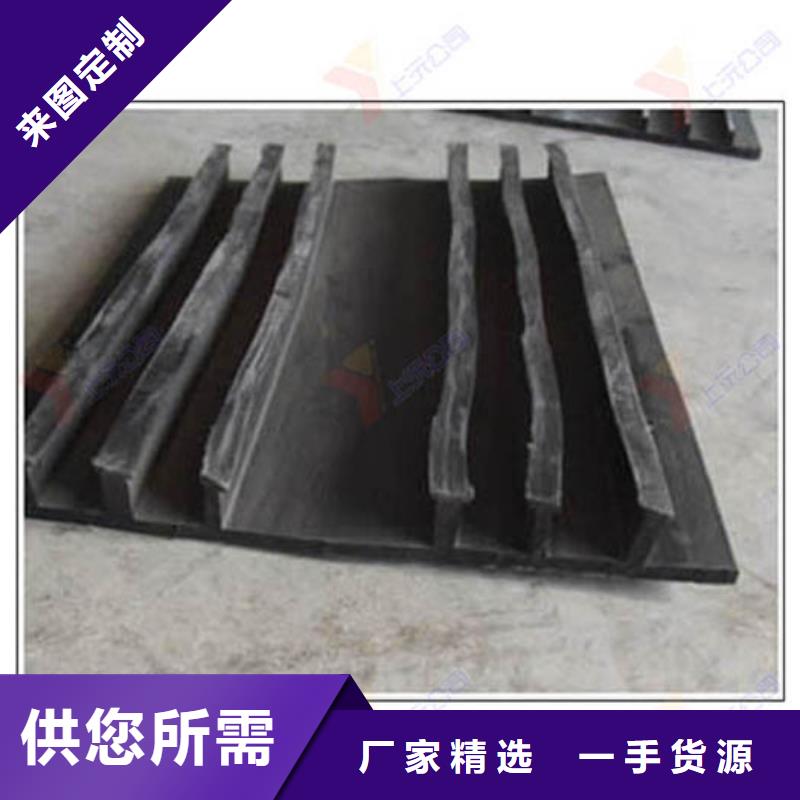
钢边止水带(也称:钢边橡胶止水带)就是是橡胶止水带断面采用非等厚结构,分强力区和防水区,使各部分受力均匀,合理。在止水带的钢板上增设安装孔与钢筋相连接,固定牢靠不易位移,使各部分受力均匀合理。钢边止水带的伸缩孔久壁为平面,止水带施工时板模夹制接触面大,不易脱位;钢板增设安装孔与钢筋相连接,固定牢靠不易位移,钢边橡胶止水带的断面采用非等厚结构,分强力区和防水区,使各部分受力均匀,合理。伸缩孔久壁为平面,施工时板模夹制接触面大,不易脱位;钢板增设安装孔与钢筋相连接,固定牢靠不易位移。镀锌钢板与混凝土的良好粘接。钢边橡胶止水带它的特点是采用断面采用非等厚结构,分强力区和防水区的一种止水产品,它使各部分受力均匀,合理。钢边橡胶止水带,钢板增设安装孔与钢筋相连接,固定牢靠不易位移,使各部分受力均匀,合理。伸缩孔久壁为平面,止水带在施工时板模夹制接触面大,不易脱位;钢板增设安装孔与钢筋相连接,固定牢靠不易位移。镀锌钢板与混凝土的良好粘接,钢边橡胶止水带使防水性能更佳。我厂生产的中埋式钢边止水带是以镀锌钢带和天然橡胶原料所组成的组合而成的一种防水产品,它采用的橡胶主体材料为耐老化性能优良的天然橡胶及各种防老剂,具有特强的自粘性;具有夏季高温不流淌,冬季低温不发脆;并具有优异的耐水、耐酸碱和耐老化性能;使用寿命长,产品本身,对环境良好的特点。



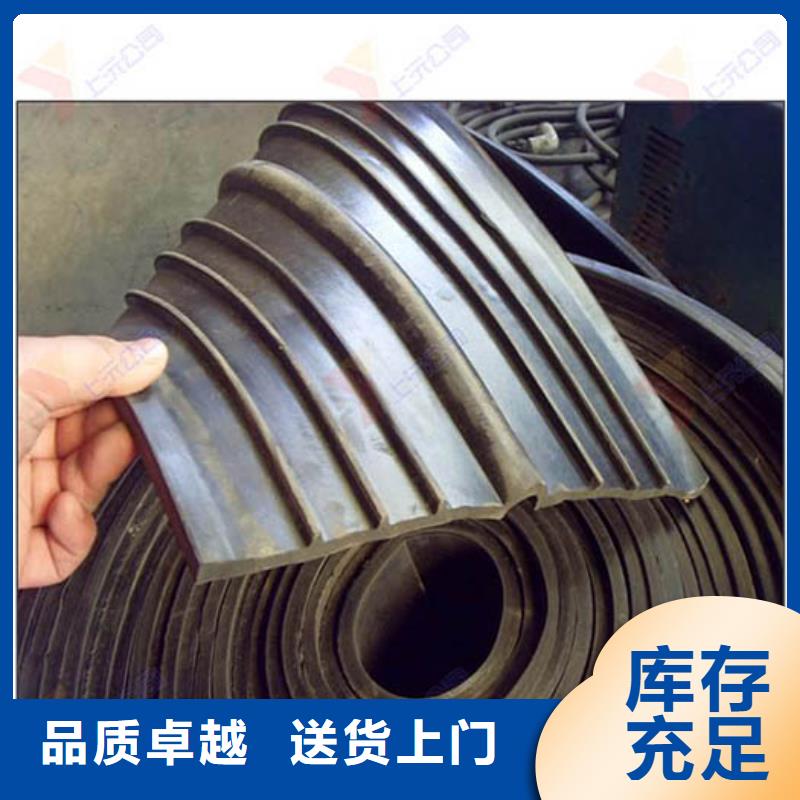
中埋式钢边橡胶止水带组成,按沉管施工分段施工工艺,钢边橡胶止水带在橡胶厂订做,出厂时的钢边橡胶止水带有直线段和十字接头两种型式,钢边橡胶止水带十字接头用在水平施工缝和竖向施工缝的交接点上,直线段用在水平或竖向施工缝,两者用热熔接的方式连接成整体,终形成施工缝橡胶防水,中埋式钢边橡胶止水带连接方法;中埋式钢边橡胶止水带熔接前需准备好熔接接头、熔接模具、生胶片、橡胶与钢片连接剂、打磨工具、干净布等 中埋式钢边橡胶止水带熔接方法如下:将钢边橡胶止水带两头,即直线段与十字接头连接端各大约100mm处的橡胶割掉,用工具,如砂轮将钢边打磨光滑。将钢边橡胶止水带需要熔接的两端头搭接处中间留下长30~40mm的空间用于接头熔接、干净生胶片的连接。如果生胶片占有灰尘须用干净布擦干净灰尘或用打磨机将生胶片表面打磨干净后才能使用.



按原材料分:橡胶止水带、橡塑止水带、合成树脂止水带.橡胶止水带分为:天然橡胶止水带、合成橡胶止水带;天然橡胶止水带分为是三种:三元乙丙橡胶止水带、氯丁橡胶止水带、 橡胶止水带;合成树脂止水带分四种:EVA止水带、ECB止水带、PE止水带、HDPE止水带.按形状分:651型--659型、外贴式止水带、中埋式止水带、可卸式止水带、可注浆式止水带.按加工方式分:普通橡胶型、钢边型止水带、遇水膨胀型止水带、丁基自粘型止水带.止水带接头形式:封闭环形、立体丁字形、平面丁字型、平面十字形、斜交型.



在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。