




想了解我们的无缝钢管精拉无缝钢管使用方法产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
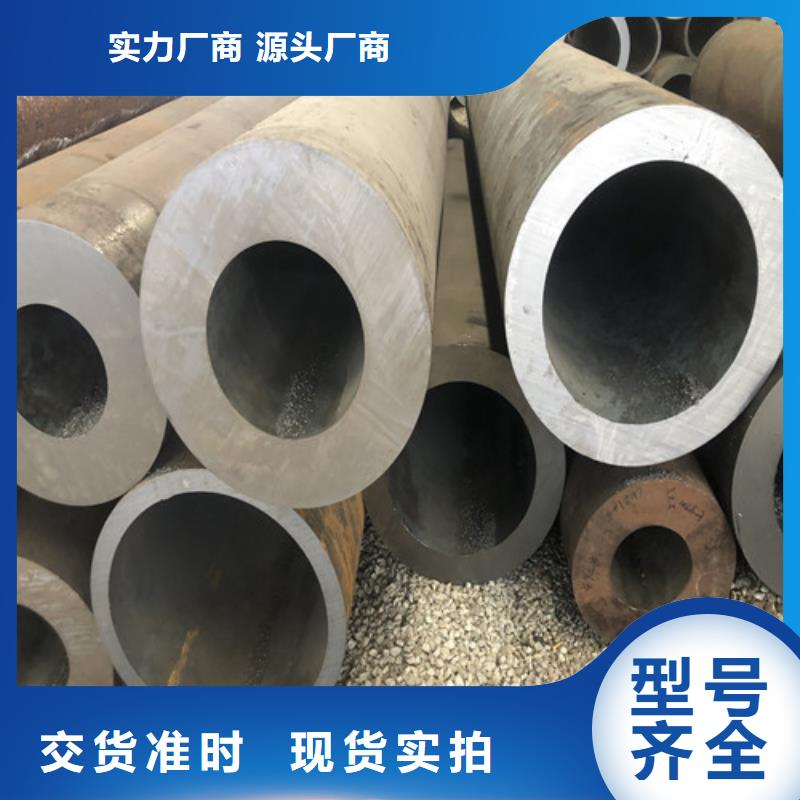
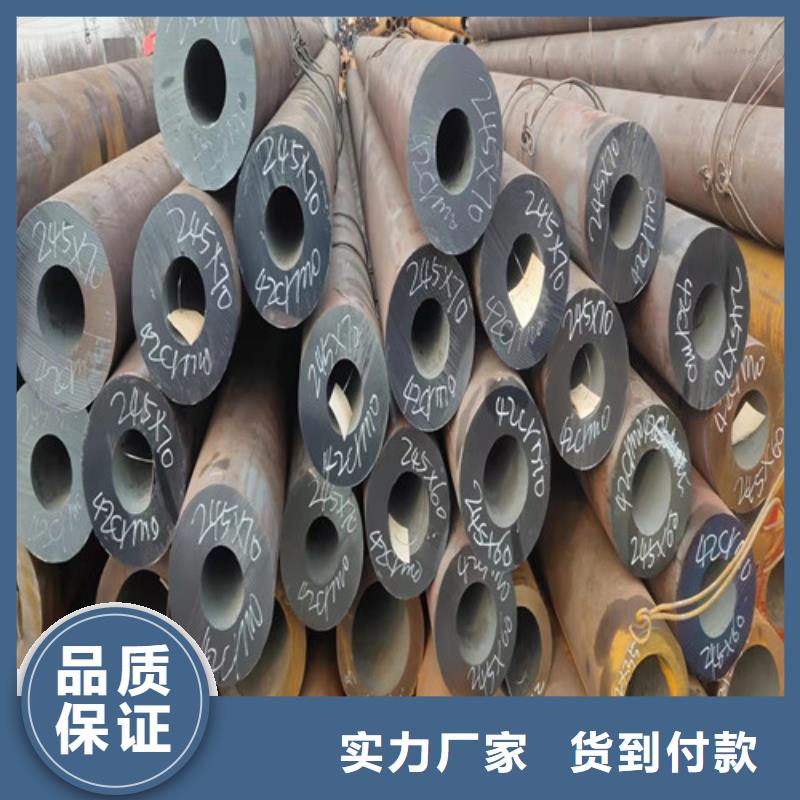
以下是:无缝钢管精拉无缝钢管使用方法的图文介绍

镀锌钢管的焊接需要注意哪些事情?下面无缝钢管厂家小编就来为大家讲一下 一、前提就要打磨 但是必须把焊接处的镀锌层打磨掉,否则会产生气泡、沙眼、假焊等。还会使焊缝变脆,刚性下降。 二、镀锌钢的焊接特点 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°C,沸点908°C左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位置。锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成“液体金属脆化”。 同时,锌与铁可形成金属间脆性化合物,这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。 如果焊接角焊缝,尤其是T形接头的角焊缝容易产生穿透裂纹。镀锌钢焊接时,坡口表面及边缘处的锌层,在电弧热作用下,产生氧化、熔化、蒸发以至挥发出白色烟尘和蒸汽,极易引起焊缝气孔。 由于氧化而形成的ZnO,其熔点较高,约1800°C以上,若在焊接过程中参数偏小,将引起ZnO夹渣,同时。由于Zn成为脱氧剂。产生FeO-MnO或FeO-MnO-SiO2低熔点氧化物夹渣。其次,由于锌的蒸发,挥发出大量的白色烟尘,对人体有刺激、伤害作用,因此,必须把焊接处的镀锌层打磨处理掉。 三、焊接工艺控制 镀锌钢的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层以后再焊。 在实际监理工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。 焊条应根据镀锌管的基体材质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。 焊接手法:在焊多层焊的 层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。


在生活中为常见的不锈钢无缝管,其具有良好的抗腐蚀性,而也许朋友们还不知道,不管是怎样良好的抗腐蚀性都会在一些强碱或者是强酸中被腐蚀。下面跟随无缝钢管厂家小编一起来了解一下 现实的生活中大部分的楼梯扶手都是不锈钢无缝管,楼梯扶手在使用的过程中,难免会遇到一些难以清洁的油污,这些油污在清楚的过程中是很困难的,经常会会采用一些化学物质将其,但是有许多朋友是自己配置酸类物质的含量,导致因为酸性较强,很快便腐蚀了不锈钢武钢钢管的表面,在这里建议朋友们在加入酸类物质时, 按照水量是酸类物质含量的三倍,这样就能够避免因为在清洁过程中出现被腐蚀的现象。在日常对无缝管制成的楼梯扶手进行保养的过程中也需要使用清水来清洁,这样能够延长楼梯扶手的寿命。



东环管业有限公司质量观念是:通过不断改进 济南天桥精拉无缝钢管和缺陷确保顾客满意;为顾客提供好的 济南天桥精拉无缝钢管产品;建立和维持一个切实有效的质量管理体系;通过内部交流,促使全体员工参与质量。同时,我们遵守的环境法规,遵循集团公司全球法规和标准,从而确保生产流程能够利用能源,与环境协调发展。


在以往的无缝管线管标准中,如API 5L(美国石油协会标准)制定的无缝管线管的 强度为X80(屈服强度下限为555MPa),几乎没有强度更高的无缝管线管的实用例子。一般说来,随着强度的提高,会担心母材及圆周焊接部的韧性会下降。因此,为使母材同时达到高强度、高韧性和具有良好的圆周焊接性,必须开发新的钢管材质。另外,顶张力立管起着将井口和海上平台直接连接起来,保护生产流体流通管子的作用,因此要求其必须具有抵御海浪和海潮冲击的抗疲劳特性。为解决上述问题,新日铁开发了管线管和上升管用X90-X100高强度无缝钢管。 新日铁开发的的高强度可焊接的X90-X100无缝管线管通过合金设计既确保了母材强度,又确保了韧性,同时通过降低C含量改善了焊接部韧性,因此满足了包括圆周焊接性在内的性能要求。 钢管的外径和壁厚分别为323.9mm和20.0mm。为评价圆周焊接部的特性,对整个焊接金属部进行了拉伸试验、维氏硬度试验、CVN试验和CTOD试验。试验表明,在HAZ中看成不到明显的硬化。



