



观看高频焊翅片管支持定制产品视频,让购买决策更有依据。产品优点和特点一目了然,助您明智选择。
以下是:云南怒江高频焊翅片管支持定制的图文介绍

建顺金属制品(怒江市分公司)

冷却器的详细介绍
设计合理工厂价格

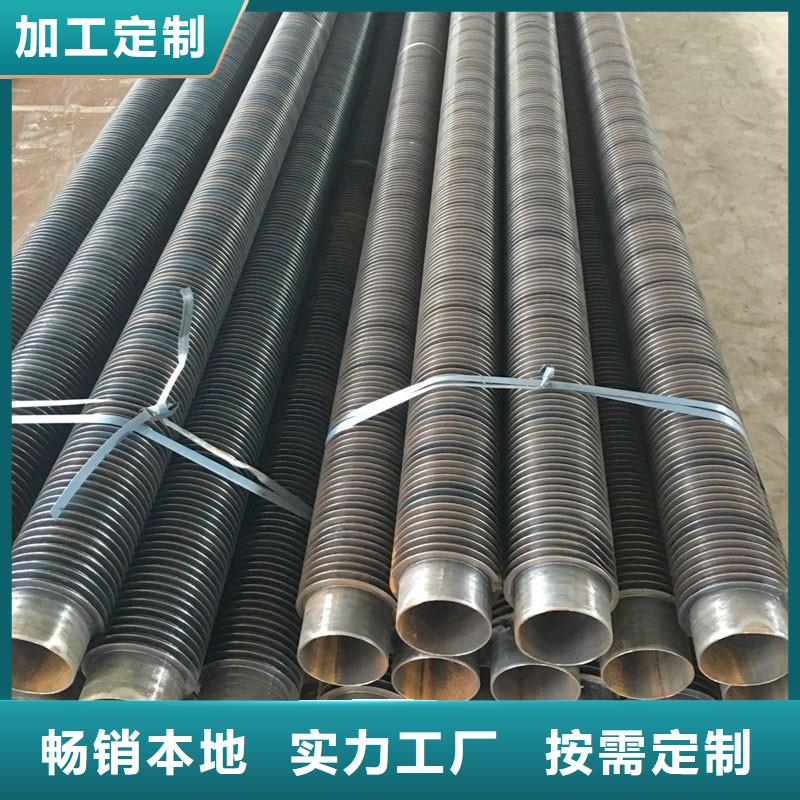
云南怒江翅片管散热器是气体与液体热交换器中使用为广泛的一种换热设备。它通过在普通的基管上加装翅片来达到强化传热的目的。基管可以用钢管;不锈钢管;铜管等。翅片也可以用钢带;不锈钢带,铜带,铝带等。凡在换热管上加装翅片,以达到增加散热面积的冷热交换器,均可归纳为“翅片管散热器”。翅片管散热器按翅片的结构形式可分为绕片式;串片式;焊片式;轧片式。常用的材料为钢;不锈钢;铜;铝等。翅片式散热器使用广泛的是钢铝翅片管(绕片式钢铝复合型翅片管、云南怒江轧片式钢铝复合型翅片管)它利用了钢管的耐压性和铝的导热性能,在专用的机床上复合而成。其接触热阻在210℃的工作情况下几乎为零。钢铝复合管散热器具有其它类型翅片管散热器不可替代的优势。翅片管散热器一般用于加热或冷却空气,具有结构紧凑,单位换热面积大等特点。广泛应用于纺织,印染,石油,化工,干燥,电力等各个领域。


精选原材
注重细节
工序严控
价格实惠
厂家直销
支持定制







建顺金属制品(怒江市分公司)
10年以上冷却器生产经验
建顺金属制品(怒江市分公司)始终坚持“创新务实,追求卓越,诚信守约,用户至上;以质量求生存,以科技求发展”的经营理念。秉承“员工与企业共成长,企业与合作伙伴共同发展”的指导思想。以科学的管理为基础,以的人才为支撑,以不断创新的激情为动力,以打造的“建顺金属制品(怒江市分公司)”品牌为己任,企业形象,创造出更好的 冷却器产品。