



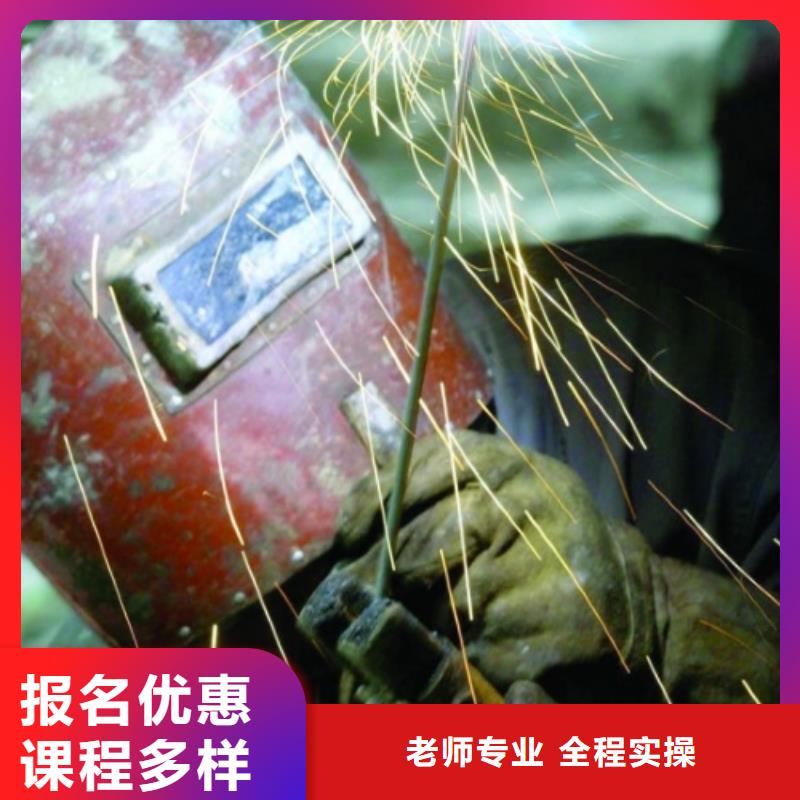


电气焊
学习内容:电气焊短期培训班主要学习金属材料焊接与切割、平焊、立焊、横焊、仰焊。工业管道焊接,直径219毫米,属中低压容气焊接、中碳钢、锰钢、有色金属焊接。铜焊、铜瓦、铜套、铜管、车工刀头等焊接。还主要学习金属材料的分类,金属材料的焊接与切割,焊条的分类、焊条的使用、焊接设备的使用保养和维修,手工电弧焊的平焊、立焊、横焊和仰焊,全位置焊接及固定位置的焊接。对金属材料的对接、角接、T形接和搭接,全部都会应用和施工。焊接、气焊、气割,对金属材料的气焊包括钎焊都能掌握,凡是金属燃点低于熔点的材料,都能准确的进行切割。 学习大型机械铸缸体的焊接,铸铁齿轮牙的补焊、一般铸铁件焊接(包括气焊铸铁、电焊冷焊铸铁)。 对燃点高于熔点的金属材料,如不锈钢、铸铁、铜及铜合金、铝及铝合金、高合金难熔钢,我校有空气等离子切割设备,加工手段齐全。


但在科学家钱学森眼里,在飞船的整个发射过程中,电焊工比自己重要的多,钱学森是站在一个团队里表达了他对不同职业的敬畏。在工业时代任何一个项目都需要不同分工和不同职业的人合作才能完成,任何一个环节的疏忽都不可原谅,在整个飞船飞行的过程中,一个小焊点的脱落将是灾难的开始。其实,不论是科学家还是电焊工,因为他们职业的区别和工作形态的差异,我们很难去横向的将他们作比较,但是我们需要明白的是,任何领域,任何职业都有可能出现状元,出现尖子,只要做精,做强。
不过话虽如此说,但是像电焊工一样能够汇成河流的这些点点滴滴,在我们当前的社会,至少人们的心里是不被看好或者说不被重视的,因为在我们的内心深处会有这样一个声音,再好的电焊工也只是一个电焊工。



在车身制造中被大量应用的电阻点焊,现在在修理中也逐步开始应用了。
随着汽车材料的发展,有些超高强度钢不能采用气体保护焊焊接。气体保护焊焊接的热量会破坏超高强度钢的内部结构,使其强度降低。所以只能采用电阻点焊来修理。电阻点焊还有一个 的优点是受操作者的影响比较小,只要调整好焊接压力、焊接电流和焊接时间后,每个焊点的焊接质量基本不会发生大的偏差,焊接质量比较稳定。
在电阻点焊的修理作业中,应该注意焊接质量的控制。一般的电阻点焊机的焊接电流能够达到6000A左右,对于车身上一般的板件都可以进行焊接。


金属焊接方法有40种以上,主要分为熔焊、压焊和钎焊三大类。
熔焊是在焊接过程中将工件接口加热至熔化状态,不加压力完成焊接的方法。熔焊时,热源将待焊两工件接口处迅速加热熔化,形成熔池。熔池随热源向前移动,冷却后形成连续焊缝而将两工件连接成为一体。
压焊是在加压条件下,使两工件在固态下实现原子间结合,又称固态焊接。常用的压焊工艺是电阻对焊,当电流通过两工件的连接端时,该处因电阻很大而温度上升,当加热至塑性状态时,在轴向压力作用下连接成为一体。
钎焊是使用比工件熔点低的金属材料作钎料,将工件和钎料加热到高于钎料熔点、低于工件熔点的温度,利用液态钎料润湿工件,填充接口间隙并与工件实现原子间的相互扩散,从而实现焊接的方法。


虎振技工学校经销批发的 湖南益阳中式面点培训等畅销消费者市场,在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。本公司秉承“务实、客户为本”的企业精神,“诚信经营、共同发展”的经营理念,科学管理为先导,完善服务为重点,以合理的价格,良好的信誉,建立了庞大稳固的客户群,赢得广大客户的支持和信赖,在业界树立起良好的信誉和口碑。


