



为了给您提供更的哈氏合金管哈氏合金C276管甄选好厂家产品信息,解锁哈氏合金管哈氏合金C276管甄选好厂家产品新体验,视频带你玩转每个细节!
以下是:哈氏合金管哈氏合金C276管甄选好厂家的图文介绍


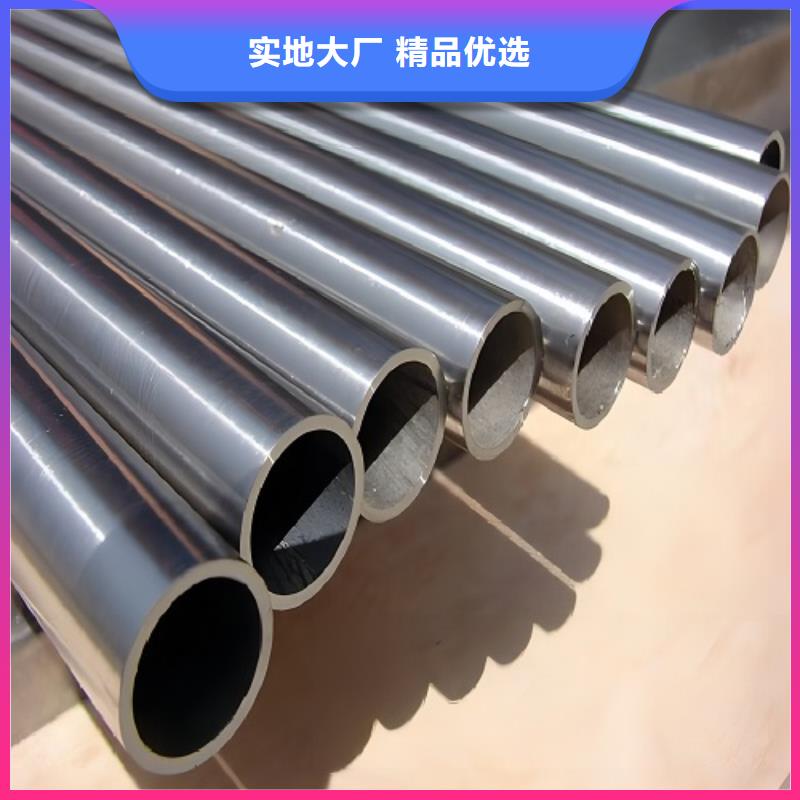
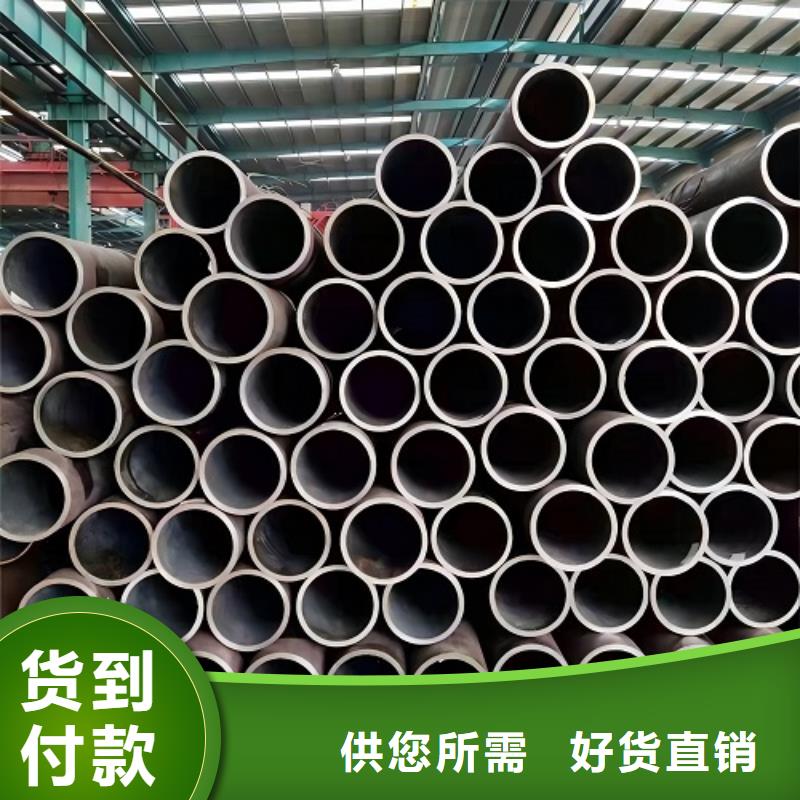
哈氏合金管的应用 哈氏合金管传统上,航空燃气涡轮机市场是 高温合金的主要用户。性能更好的结构材料发展,燃气涡轮机性能不断得到改善与提高。 合金是 个重要的供给航空业的 ; 高温合金。紧随其后的 HASTELLOYX? 合金至今是该工业领域的主角。其后 188 合金为发动机设计这提供了更高的使用温度。*新的 230? 合金其因无可比拟的高温强度与抗氧化性的结合及热稳定性的改善,应用范围愈加广泛。同样,较新的 HAYNES? 242? 合金,使用航空发动机的密封环,约束环,导波片,外罩和紧固件的性能得到很大的改善。 哈氏合金分类。抗腐蚀哈氏合金主要分为C系列,B系列,G系列及D系列合金。 C系列合金就是镍-铬-钼合金。由于铬能在合金表面形成致密的氧化膜(钝化),提供抗氧化环境能力,而钼主要提供抗还原环境能力。因此C系列合金可以应用于既有氧化介质又有还原介质的环境当中。C系列合金是应用*广泛的合金,尤其是C-276合金,自60年代发明后,经过40余年的考验后依然显示出强大的生命力。C-4开发后主要满足少部分欧洲用户的需求,只有在较老的设备中才看得到。C-22合金在不提高成本的情况下增强了抗腐蚀能力,性价比尤其出色。C-2000?作为新一代产品提供了更大的使用范围,非常适合要改善设备寿命,试验新工艺的用户。国内在相当多的行业中已经应用了C系列合金。如精细化工行业(TDI,PTA, ,丙烯酸等);环境工程行业(FGD,污水处理);板式换热器行业等。还有很多行业国外已经应用了哈氏合金,而国内仍在试验阶段,如制药行业等。 B系列合金为镍-钼合金,针对完全还原的环境,提供*优越的抗腐蚀能力。B系列合金虽然在还原性环境中表现优异,但对氧化性介质(铁,铜离子)却非常敏感。50ppm的铁离子已经足已让B系列合金抗腐蚀能力有明显下降。B系列合金由于它性能的特殊性,应用相对比较集中,其中*主要的就是醋酸生产(羰基合成法),还有一些硫酸回收系统中也用到该系列合金。广泛应用的牌号为B-3,B-2由于加工性能方面的不足,已经渐渐退出市场。



泰州沃盛特材有限公司是经江苏徐州工商局批准成立的专业从事 江苏徐州MonelK500生产和销售的大型厂家。面对 江苏徐州MonelK500市场日益激烈的竞争,公司员工将一起创造、接受挑战,在诚信、敬业、奉献的精神指导下,将公司推上一个更高的层次!


哈氏合金管焊条的知识点 在焊缝上有产生热裂纹的可能,特别是在终焊点处更容易出现弧坑裂纹,考虑氩保护焊的保护作用好、热量集中、焊缝质量好,热影响区小,焊件变形小,使焊缝及热影响区抗腐蚀性能下降*小,和哈氏合金焊接需求十分匹配,宜采用该工艺,具体是:。 焊机,采用WS-250氩弧焊焊机,这种焊机为直流手工钨级氩弧焊机,具有良好的焊接适应能力。 焊接时选用直流正接法进行焊接,直流正接时,钨级温度低,许用电流大,钨级损耗小,钨级端部打磨为30,头部略为磨出平面。 预热及层间温度,在室温环境下哈氏合金焊接一般不需要预热,只有当空气中的温度低于零度时或者湿气聚集时,才要对母材进行加热,但加热温度也只需达到30-40℃。 采用多层焊时,层间温度必须低于90℃,目的防止在375-875℃过长,引起相脆化。



woshengtecai

N08810哈氏合金管热处理过程中常见的缺陷,热处理过程是通过加热、保温和冷却的手段来实现,若是此三种手段把握不好就会出现以下常见问题: 1.过热——温度过热N08810组织中残留奥氏体增多,尺寸稳定性下降。由于淬火组织过热,N08810钢的晶体粗大,会导致零件的韧性下降,抗冲击性能降低,轴承的寿命也降低。过热严重甚至会造成淬火裂纹。 因。淬火裂纹的组织特征是裂纹两侧无脱碳现象,明显区别与锻造裂纹和材料裂纹。 2.热处理变形——N08810在热处理时,存在有热应力和组织应力,这种内应力能相互叠加或部分抵消,是复杂多变的,因为它能随着加热温度、加热速度、冷却方式、冷却速度、零件形状和大小的变化而变化,所以N08810热处理变形是难免的。 3.表面脱碳——N08810在热处理过程中,如果是在氧化性介质中加热,表面会发生氧化作用使零件表面碳的质量分数减少,造成表面脱碳。表面脱碳层的深度超过以后加工的留量就会使零件报废。N08810表面脱碳层深度的测定在金相检验中可用金相法和显微硬度法。以表面层显微硬度分布曲线测量法为准,可做仲裁判据。 4.淬火裂纹——造成这种裂纹的原因有:由于淬火加热温度过高或冷却太急,热应力和金属质量体积变化时的组织应力大于N08810钢材的抗断裂强度;工作表面的原有缺陷(如表面微细裂纹或划痕)或是N08810钢材内部缺陷(如夹渣、严重的非金属夹杂物、白点、缩孔残余等)在淬火时形成应力集中;严重的表面脱碳和碳化物偏析;零件淬火后回火不足或未及时回火;前面工序造成的冷冲应力过大、锻造折叠、深的车削刀痕、油沟尖锐棱角等。总之,造成淬火裂纹的原因可能是上述因素的一种或多种,内应力的存在是形成淬火裂纹的主要原因。淬火裂纹的组织特征是裂纹两侧无脱碳现象,明显区别与锻造裂纹和材料裂纹。 5.软点——由于加热不足,冷却不良,淬火操作不当等原因造成的N08810表面局部硬度不够的现象称为淬火软点。
