




准备好领略花键管-热轧厚壁管严谨工艺产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
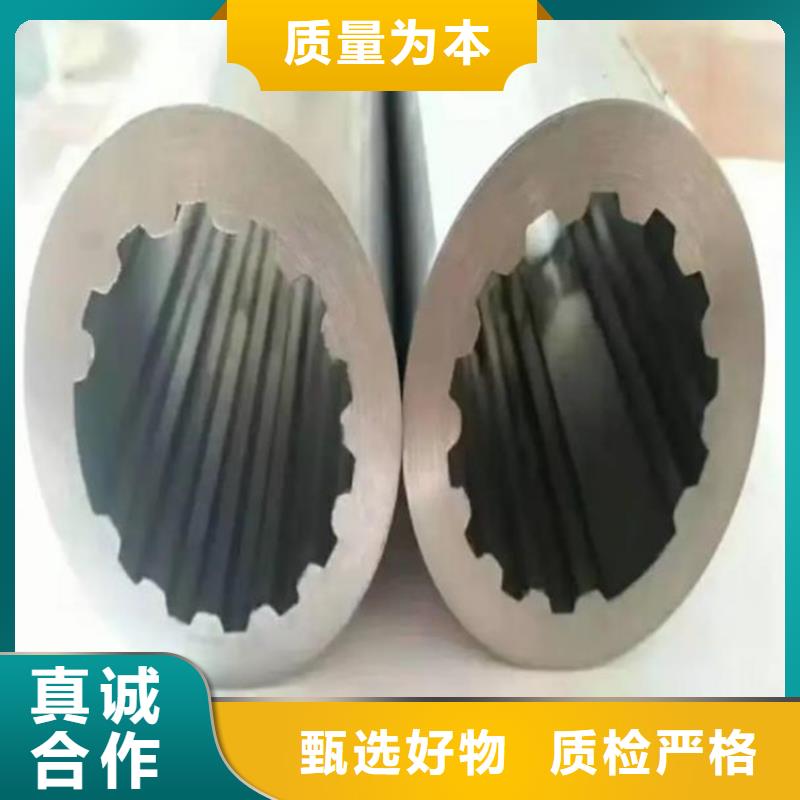
以下是:花键管-热轧厚壁管严谨工艺的图文介绍
多年来金帝钢管有限公司生产的 江苏扬州厚壁无缝钢管凭借优越的品质与周到的服务力拙群雄,赢得了来自全国各地无数的称赞,也赢得了无数忠实的客户。
品质铸就品牌,创新赢取未来”的经营理念表达了我们对品质与创新的不懈追求。 “以市场为导向,以人才为纽带,以资本为后盾,以品牌为目标”的发展战略预示着美好明天。
热诚欢迎广大客户与我们携手,共创辉煌!


为了提高花键管的加工效率,本技术提供一种花键管加工设备。 .方面,本技术提供一种花键管加工设备,采用如下的技术方案:一种花键管加工设备,包括:机架;子模,固定于所述机架上,所述子模上设有供花键管的一端插入的插入槽,所述插入槽的槽底设有规格标记;定位标记刀,沿所述插入槽的径向滑移连接于所述子模上;子模冲头,设于所述子模的一侧;下压驱动源,设于所述机架上驱使所述子模冲头靠近所述子模;标记刀冲头,沿所述插入槽的径向滑移连接于所述机架上;以及驱动组件,设于所述机架上驱使所述标记刀冲头冲压所述定位标记刀。



本技术提供一种计算机可读存储介质,采用如下的技术方案:一种计算机可读存储介质,存储有能够被处理器加载并执行如上任一种方法的计算机程序。 23.综上所述,本技术包括以下至少一种有益技术效果:1.一次上下料即可完成规格标记与定位标记的加工,无需重复上下料,提高了花键管的加工效率;2.下压驱动源驱使子模冲头冲压花键管的同时,牵引绳在下压驱动源的驱使下带动标记刀冲头挤压定位标记刀,定位标记刀在标记刀冲头的驱使下在花键管的外侧壁上加工定位标记,一个驱动源即可完成规格标记与定位标记的加工,节省了成本。


异形花键管退火技术条件:①普通灰铸铁以550℃为宜,超过550℃容易使部分渗碳体发生石墨化、颗粒化,导致异形花键精密无缝管强度、硬度下降。高合金灰铸铁温度可达650℃,低合金灰铸铁温度可达到600℃。其二,一般采用60~120℃/h的加热速度。 异形花键精密无缝管形状复杂,各部位差异大,宜慢热。③保暖时间一般选择在2~8小时。一般灰铸铁在550℃退火,保温2小时后,残余应力降到原来的60%,8小时后降到40%。④冷速一般控制在20~40℃/h,冷量不超过200~150℃即可烘干。注:铸造过程中,在未降至室温前,不得用水、雨、雪进行浸渍。异形花键精密无缝管生产完成后应放置平稳,小异形花键精密无缝管可堆叠。



