


管线管_无缝钢管自营品质有保障的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:管线管_无缝钢管自营品质有保障的图文介绍

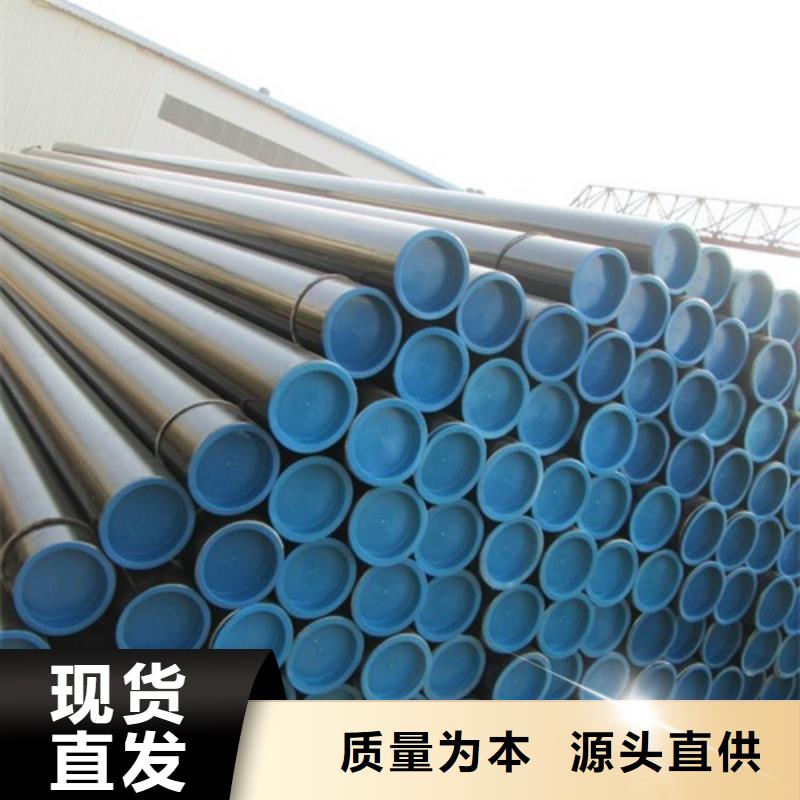
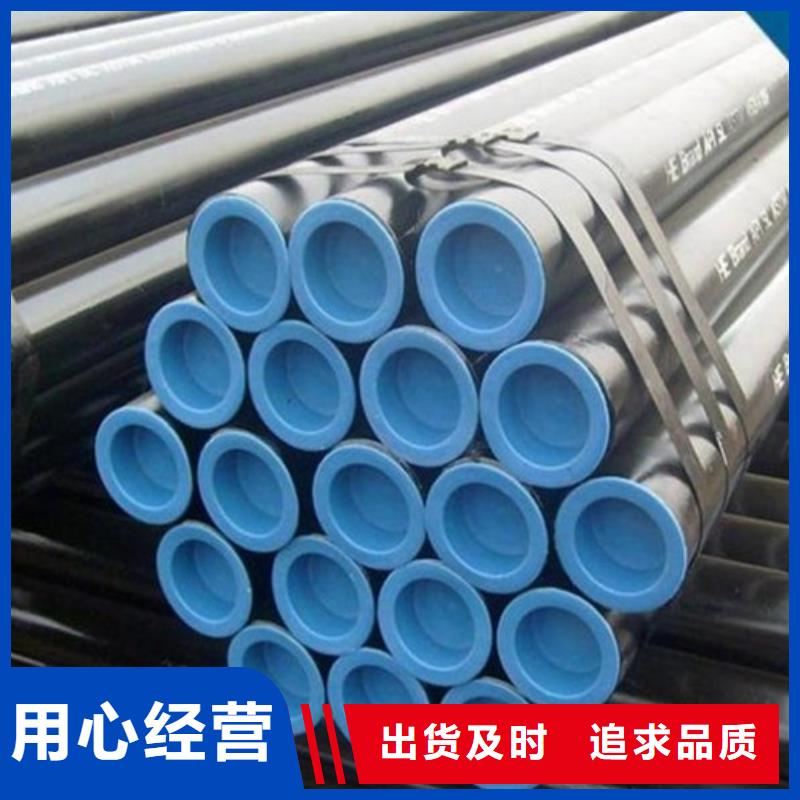
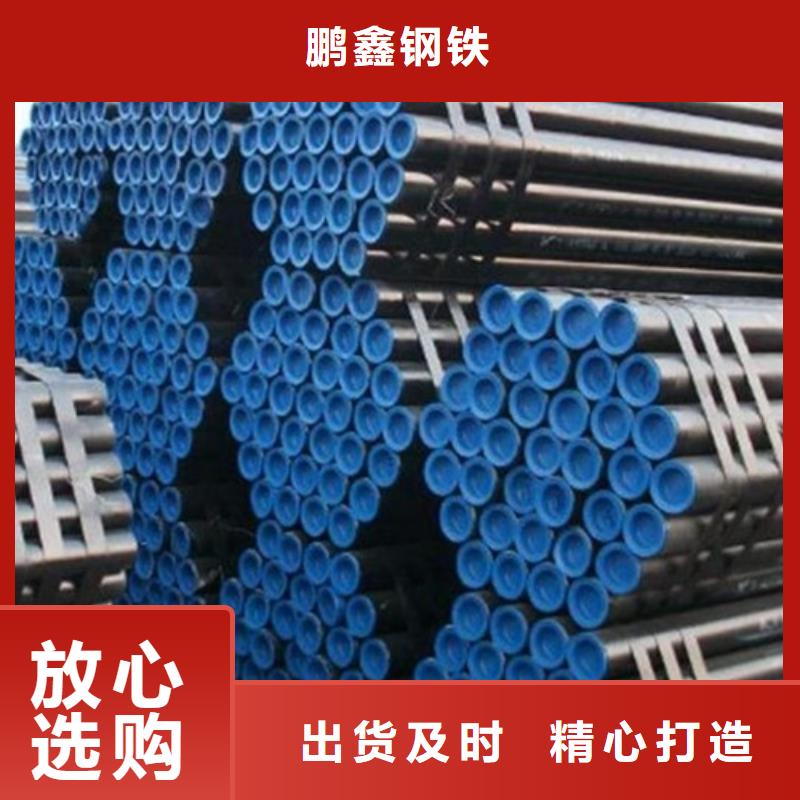
直缝管线管主要依据的制作标准国内的是gb9711国外以api5l为标准,该标准也对直缝管线管的抗拉强度,屈服强度,伸长率,屈服比,抗冲击性,热处理的状态给出了明确的范围。 直缝管线管的材质主要是x42,x46,x52,x56.x70及相对应的l系列。按生产工艺可分为高频直缝钢管和埋弧焊直缝钢管。埋弧焊直缝钢管按其不同的成型方式又分为UOE、RBE、JCOE钢管等。直缝管线管应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设。作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。


L245管线管尺寸:12米,6米,可定尺 材质钢:L245、L290、L360、L415、L480、GR.B、X42、X46、X56、X65、X70、X80、X100等。 产品用途: 用于石油、天然气工业中的气、水、油输送。API SPEC 5L-2011(管线管规范),是美国石油学会编制并发布的,在各地通用。 简单的说是把抽出地面的油、气或水,通过管线管输送到石油和天然气工业企业。管线管包括无缝 和焊接管两种,其管端有平端、带螺纹端和承口端;其连接方式为端头焊接、接箍连接、承插连接等。 材质:L245,L360,A53,J55,N80 ,X42,X46,X52,X56,X60,X65/X70



我公司拥有一支精干的科技创新队伍,一整套强有力的科学管理体系,“以科技求创新、以质量求生存”,增强质量意识,力求企业的长期发展,多年来,深受广大用户的好评。我公司主营 焊管,先进的生产设备,品质的原材料,完善的质量保证体系和及时的售后服务是我们对每一个客户的承诺。我公司致力于将生产管理、营销、科研等工作与国际接轨,以良好的信誉,周到的服务,高标准的产品质量与每位客户建立起长期、愉快、真诚的合作关系。


管线管激光焊接加工工艺 管线管的焊接前准备充分与一般的低碳钢是相同的,务必注意的是要认真处理好焊缝规格型号和附近的热镀锌层。便于熔透,焊缝规格型号要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;便于减少锌对焊接的渗透到,在焊之前,可将焊缝内的热镀锌层以后再焊。 在实际工程监理工作方面,采用了集中打焊缝,没留钝边制作工艺进行集中控制系统,两层激光焊接加工加工工艺,减少了未熔透的几率。 焊条应根据镀锌钢管的基本原材料选用,一般低碳钢由于充分考虑易可执行性,选用J422较为普遍。 焊接技巧:在焊两层焊的一层焊接时,尽量使锌层融化并使之汽化、蒸发而逸出焊接,可大大减少液态锌留在焊接中。 在焊角焊缝时,一样在一层尽量使锌层融化并使之汽化、蒸发而逸出焊接,其方法是先将焊条顶部向前约5~7mm左右,当使锌层融化后再回到原来位置再度向前电焊焊接。 再横焊和仰焊时,如选用短渣焊条如J427,错口趋于会并不大;倘若采用上下左右往返运条专业性,更可以得到无缺陷的电焊焊接质量。



