


想要一睹钛翅片管订制产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:钛翅片管订制的图文介绍
我厂采用先进的生产技术及科学管理制度,秉承诚信、保质、热情的服务宗旨,深得广大客户的好评。建顺金属制品有限公司将一如既往的严格执行各项标准,不断提高 青海海东冷却器产品质量和服务,使我们的 青海海东冷却器产品成为您的选择,愿我们用优质的 青海海东冷却器产品和真诚的服务与您建立长久友好的合作关系。真诚欢迎各新老客户光临洽谈,携手合作共创辉煌。

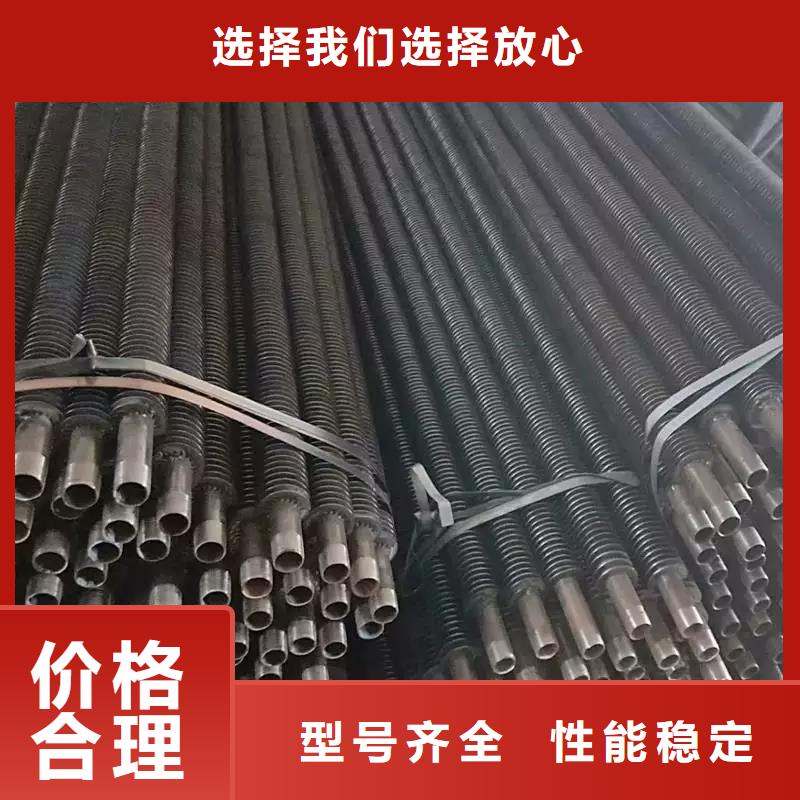
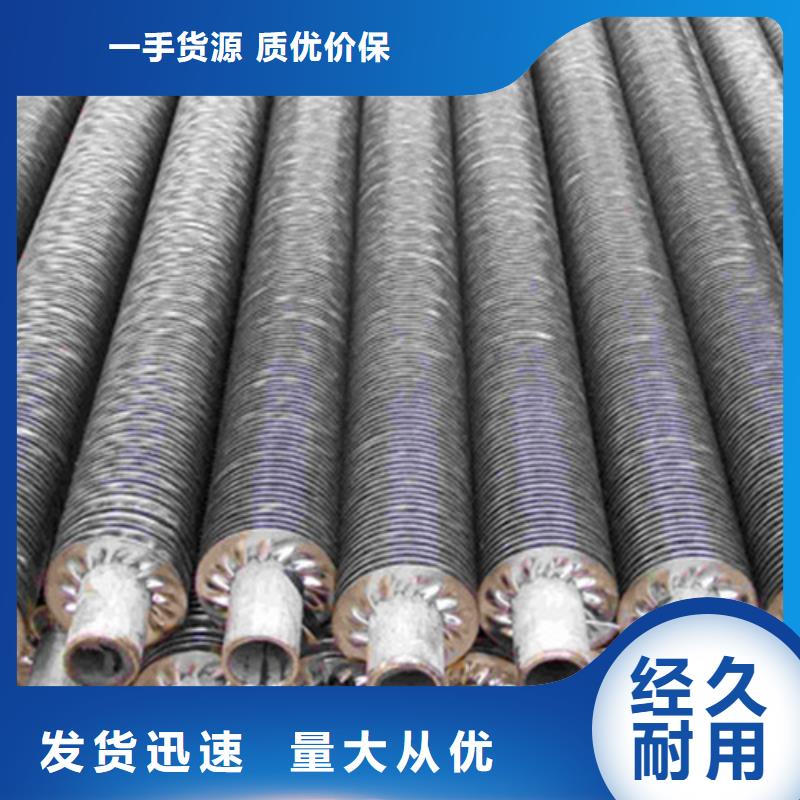
青海海东高频焊螺旋翅片管是应用为广泛的螺旋翅片管之一,现广泛应用于电力、青海海东同城冶金、青海海东同城水泥行业的余热回收以及石油化工等行业。翅片管,是为了提高换热效率,通常在换热管的表面通过加翅片,增大换热管的外表面积(或内表面积),从而达到提高换热效率的目的,这样一种换热管。高频焊螺旋翅片管是在钢带缠绕钢管的同时,利用高频电流的集肤效应和邻近效应,对钢带和钢管外表面加热,直至塑性状态或熔化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。它与镶嵌、青海海东同城钎焊(或整体热镀锌)等方法相比,无论是在产品质量(翅片的焊合率高,可达95%),还是生产率及自动化程度上,都是更为先进。高频焊(high-frequency welding)是以固体电阻热为能源。焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。因此它是一种固相电阻焊方法。高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。高频焊是专业化较强的焊接方法,要根据产品配备专用设备。生产率高,焊接速度可达30m/min。主要用于制造管子时纵缝或螺旋缝的焊接。高频焊的高频电流的两大效应的内容为:集肤效应——当导体通以交流电流时,导体断面上出现的电流分布不均匀,电流密度由导体中心向表面逐渐增加,大部分电流仅沿导体表层流动的一种物理现象。导体的电阻率越低、青海海东同城磁导率越大、青海海东同城电流的频率越高,其集肤效应越显著。邻近效应——当高频电流在两导体中彼此反向流动或在一个往复导体中流动时,电流会集中于导体邻近侧流动的一种特殊的物理现象。高频焊通常使用的电流频率范围为300~450kHz,有时也使用低至10kHz的频率

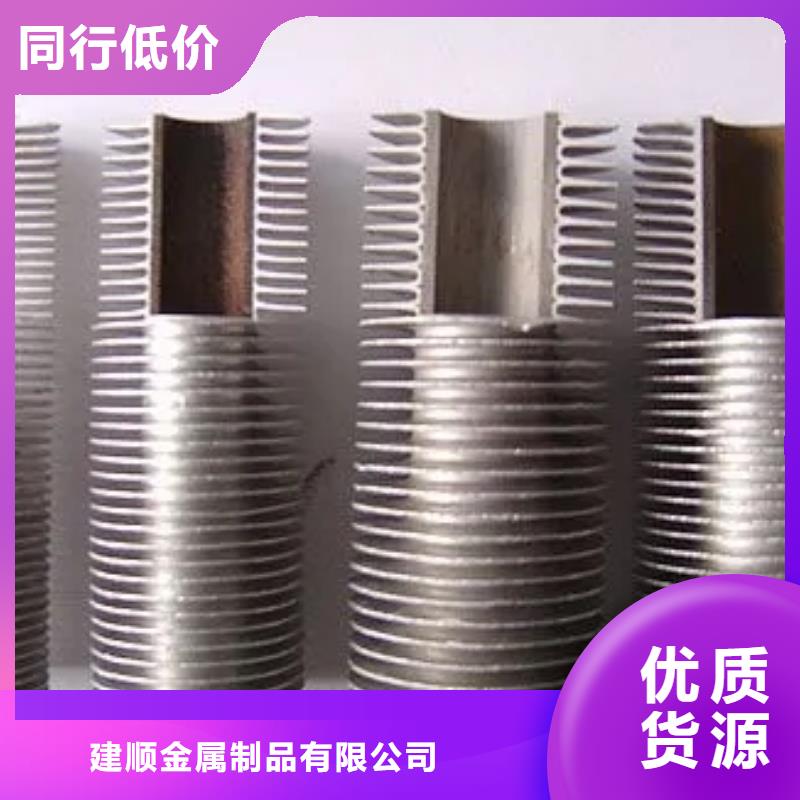
青海海东翅片管常用材料有碳素钢、青海海东同城低合金钢、青海海东同城不锈钢、青海海东同城铜、青海海东同城铜镍合金、青海海东同城铝合金、青海海东同城钛等。此外还有一些非金属材料,如石墨、青海海东同城陶瓷、青海海东同城聚四氟乙烯等。设计时应该根据工作压力、青海海东同城温度和介质腐蚀性等选用合适的材料。如图1所示,换热管在管板上的排列形式主要有正三角形、青海海东同城正方形和转角正三角形、青海海东同城转角正方形。正三角形排列形式可以在同样的管板面积上排列多的管数,故用得为普遍,但管外不易清洗。为便于管外清洗,可以采用正方形或转角正方形排列的管束。换热管中心距要保证管子与管板连接时,管桥(相邻两管间的净空距离)有足够的强度和宽度。管间需要清洗时还要留有进行清洗的通道。换热管中心距宜不小于1.25倍的换热管外径,常用的换热管中心距间下表。 常用的换热管中心距 mm换热管外径d010121416192025323538455057换热管中心距13~14161922252632404448576472


青海海东车间用翅片管暖气片通水型在车间中,翅片管暖气片通水型是一种非常有效的供暖设备,它采用优良钢管作为原材料,通过精密的焊接工艺制成,具有、青海海东附近节能、青海海东附近环保的特点。翅片管暖气片通水型采用热水流经管道的方式来传递热量。当热水流经翅片管暖气片时,热量会通过热对流和热传导两种方式传递到空气中,使得车间内的温度升高,从而达到供暖的目的。设备特点1. 散热:翅片管暖气片通水型采用大口径钢管制作,散热面积大,能够快速地将热量传递到空气中,提高车间的温度。2. 节能环保:与传统的供暖设备相比,翅片管暖气片通水型具有更高的热效率,能够有效地降低能源消耗,减少环境污染。3. 安装简便:翅片管暖气片通水型采用模块化设计,安装简便,能够快速地完成设备的安装和调试。4. 维护方便:翅片管暖气片通水型采用高品质的钢管和焊接工艺,具有较高的耐腐蚀性和抗压强度,能够有效地延长设备的使用寿命,同时维护起来也非常方便。



