



想知道3PE防腐钢管厂家品控严格产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:3PE防腐钢管厂家品控严格的图文介绍
兴昊管道有限公司经过十几年的发展一直专注 湖南永州3PE防腐钢管的研发、制造在供应商和用户中形成了良好信誉。库存充足,发货及时,请放心购买。我们秉承“以质取胜铸造辉煌”的企业方针,时刻以顾客为关注焦点用全新的理念,挚诚与各界同仁合作,创辉煌的业绩。公司自成立以来,一直秉承以质量锻造品质,以售后价值的理念立足于行业,公司始终以优良的品质、良好的信誉及合理的价格深受广大客户的好评。

从结果中可以看出,10m高处落下的石块的冲击能非常大。同时,我公司高分子隧道逃生管道抗冲击性能极高,外力冲击不能使其破裂。而且,其具有很好的韧性和吸收冲击能的性能,受到大石块冲击的过程中,能够吸收大部分的冲击能,减少对管道的破坏。钢管抗冲击性能不如我公司隧道逃生管道,且其在受到石块砸击之后发生 性形变,难以恢复。
DN800隧道逃生管试验结论
首次采用我公司高分子隧道逃生管道,对隧道施工应急救援管道进行了设计。 同时,我公司高分子隧道逃生管道的结构尺寸符合人体工程学原理,结构 简单,拆装方便。通过对我公司高分子隧道逃生管道和钢管进行抗冲击性对比试验,验证了隧道逃生管道应用于公路隧道施工应急救援的可靠性。


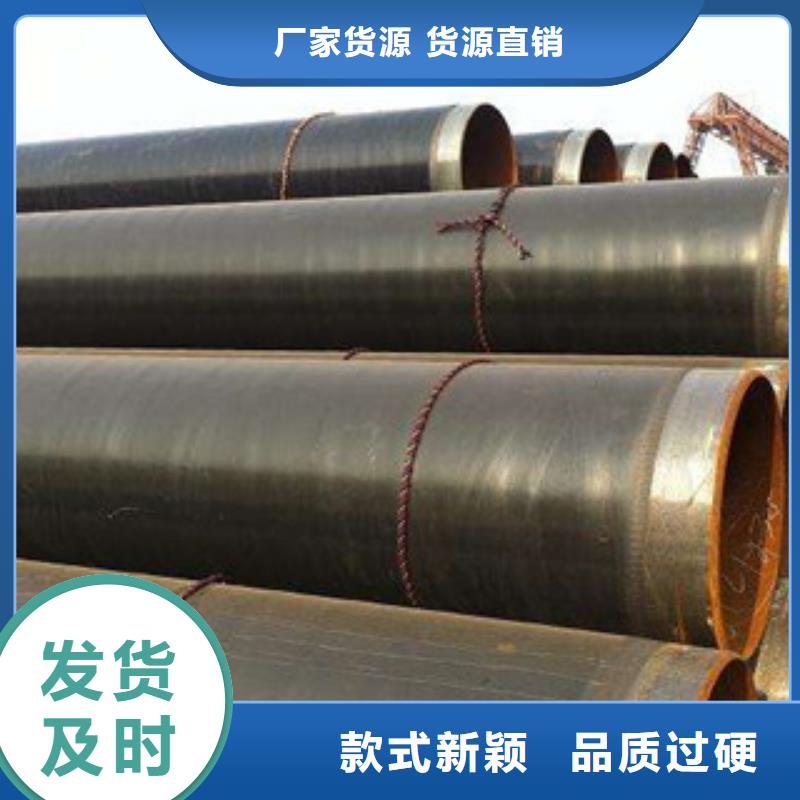
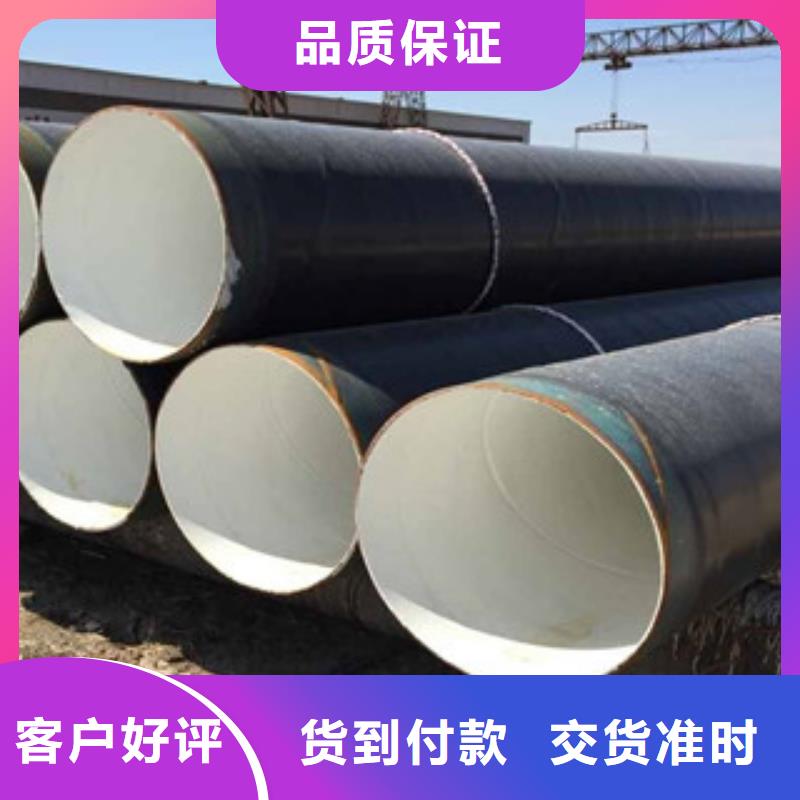
3pe防腐管道在制作中通常滚压成型、高频焊接、挤压、冷却、定径、飞锯割断等部件组成,机组的前端配有储料活套,机组的后端配有钢管翻转机架。 埋地三层PE防腐钢管重防腐环氧粉末涂料与聚乙烯塑料复合涂层(3pe)施工工艺在重防腐环氧粉末涂料的施工工艺中需要把握几个关键点: ,采用和单层涂料相同的前处理方式;第二,采用静电喷涂方式将粉末均匀地喷涂在管道的表面,厚度在厚度150μm至250μm之间;第三,在已经喷涂的粉末变化到胶化状态之前,将胶粘剂涂在粉末上面;第四,挤出粘流态聚乙烯,并带侧向缠绕于胶粘剂之上,并辊压使之与胶层牢固结合,这样三层连接成为一个整体。3PE防腐钢管三层结构聚乙烯防腐层(3PE)综合了熔结环氧粉末涂层和挤压聚乙烯两种防腐层的优良性质,将熔结环氧粉末涂层的界面特性和耐化学特性,与挤压聚乙烯防腐层的机械保护特性等优点结合起来,从而显著改善了各自的性能。因此作为埋地管线的外防护层是非常优越的。



生产工艺
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。
(9)采用空气等离子切割机将钢管切成单根。
(10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。
(9)采用空气等离子切割机将钢管切成单根。
(10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。



