



我们的简易钢筋笼机器工艺好产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:简易钢筋笼机器工艺好的图文介绍


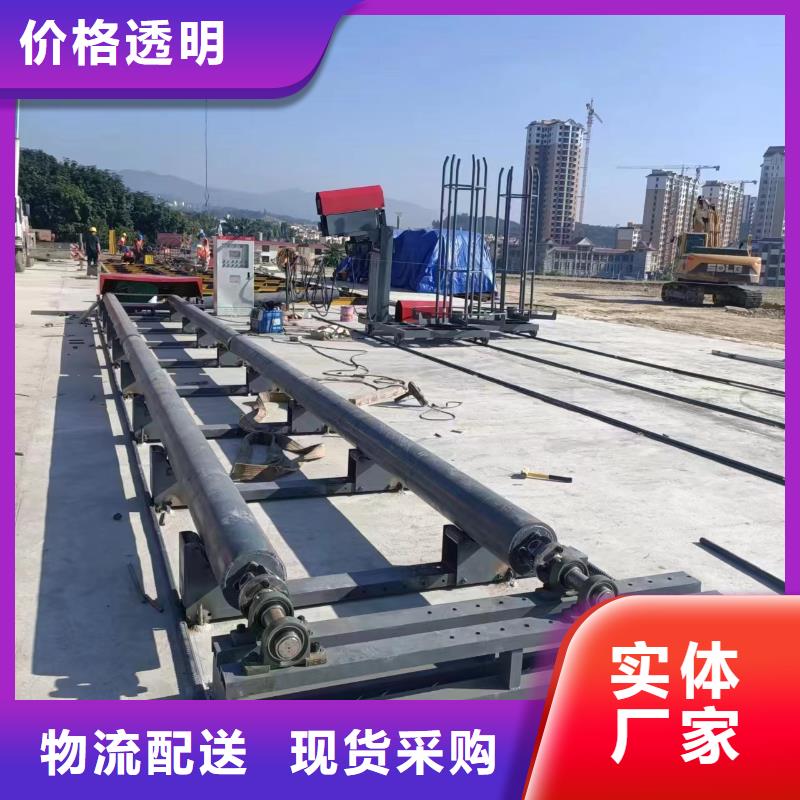
山西晋中钢筋笼绕筋机安装与使用钢筋笼保护层应设计图纸和规范的要求。钢筋笼保护层垫块采用绑扎砼轮型垫块,砼垫块半径大于保护层厚度,中心穿钢筋焊在主筋上,每隔2米左右设一道,每道沿圆周对称设置不小于4块。钢筋笼下放到位后要对其顶端定位,防止浇注砼时钢筋笼偏移、山西晋中同城上浮,下放要留存影像资料。钢筋笼保护层应设计图纸和规范的要求。钢筋笼保护层垫块采用绑扎砼轮型垫块,砼垫块半径大于保护层厚度,中心穿钢筋焊在主筋上,每隔2米左右设一道,每道沿圆周对称设置不小于4块。●材料规格主筋Φ12~40mm,箍筋Φ5~16mm盘筋直接作业



我厂坐落于石像镇老官赵村3组,交通条件便利,技术实力雄厚,经济后盾强大,市场前景广阔。建贸数控钢筋笼滚焊机厂家有限公司生产设备齐全,配套能力强,有一整套严格的【山西晋中小导管尖头机】生产管理体系和质量保证体系并拥有一支素质良好的员工队伍,在【山西晋中小导管尖头机】产品的生产方面,已形成一整套独特可靠的工艺流程与生产方法,【山西晋中小导管尖头机】产品规格齐全,价格合理、客户至上、服务周到、让利客户、薄利多销为原则,诚实守信为宗旨。经过多年的经营,已经同全国各厂家建立了稳固的供货体系,同使用单位建立了良好的经营体系。 公司愿与各地的新老客户共同搭起一座智慧的桥梁!与您共同发展灿烂美好的明天!


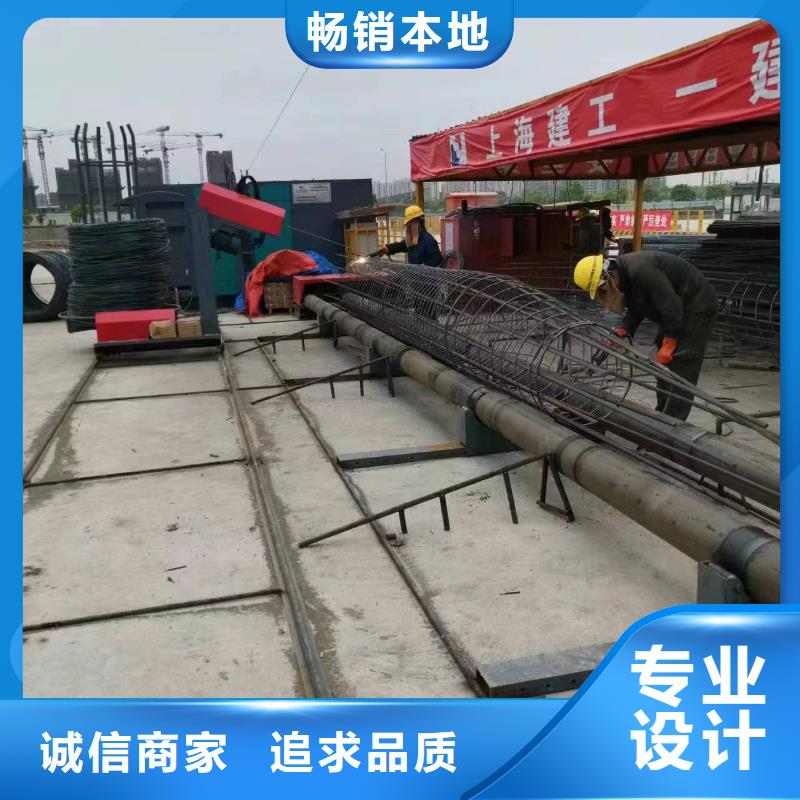
山西晋中钢筋笼绕筋机传统加工方法以人工操作为主,除钢筋原材料切头,车丝由机器和人工辅助完成,其余工序如主筋定位,螺旋筋安装、山西晋中定位等都在人工操作下完成,致使钢筋筋笼生产效率低,加工精度不够,合格率较低,两节钢筋笼因主筋定位误差较大造成对接安装较困难。二、山西晋中钢筋笼加工厂建设及设备简介1、山西晋中钢筋加工厂建设简介2、山西晋中钢筋笼自动滚焊机设备简介1)拖动导轨;(2)控制台;(3)拖动驱动系统;(4)主筋料架;(5)钢筋笼液压支撑装置;(6)固定旋转驱动机构;(7)移动旋转驱动机构;(8)主筋固定器;(9)主筋导管;(10)主筋承接分隔系统;(11)箍筋放线架;(12)箍筋矫直机构;(13)主筋上料系统三、山西晋中施工工艺简介1、山西晋中施工工艺流程2、山西晋中主筋切头及丝口加工3、山西晋中丝口检查及保护每加工完成10个接头采用卡尺、山西晋中螺纹环规对丝头加工质量进行检测,检查丝头螺纹牙型、山西晋中丝头长度、山西晋中螺纹直径是否满足规范要求。加工完成的接头采用专用保护套进行保护。



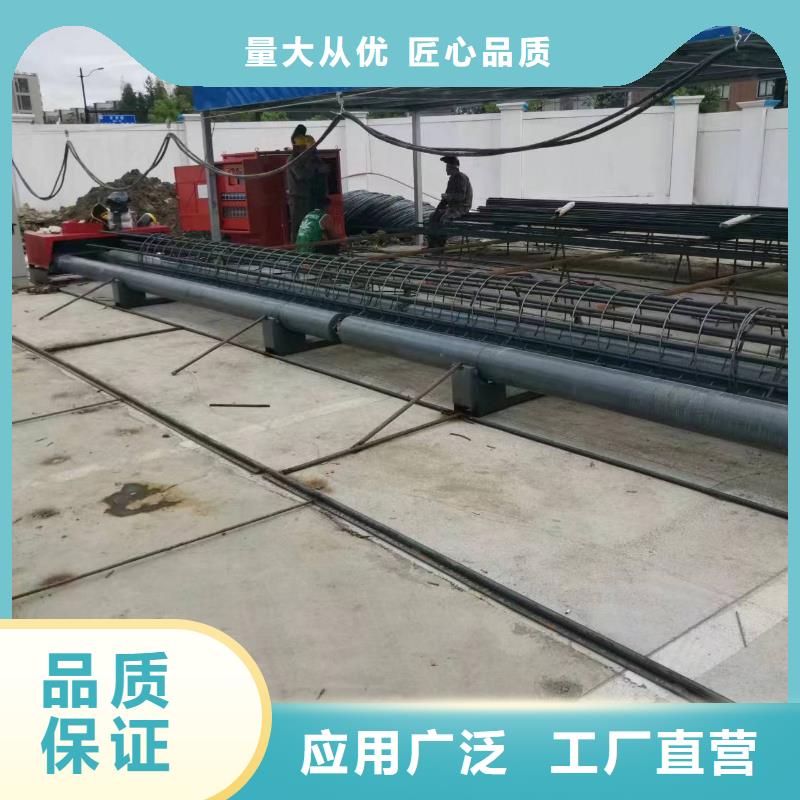
钢筋笼全长9米时一般用两根过渡箍,缠绕筋起点位置为前端,在前端外套入一个过渡箍,避免在缠绕区内。末端在钢筋笼尾部胶辊靠前面位置套入一个过渡箍,当缠绕筋工作到附近时,用手掌推动过渡箍向后移动,(注意:不能用手抓过渡箍,此时过渡箍是旋转状态,容易对人造成伤害。)直止过渡箍退出钢筋笼。前端过渡箍也可如此。山西晋中钢筋笼绕筋机12米以上,或者单节钢筋笼较重时,骨架中间加焊1、山西晋中当地2圈缠绕筋替代第三个过渡箍。或直接中间开始绕筋,另半截笼前面向中间缠绕连接完成。所以三个过渡箍的中间一个箍应置放在中间靠后面的地方,借以减少冲击振动。退出辊轮并过渡到后面辊轮的方法--将过渡箍向后面推压,让过渡箍顺胶辊旋转到上面直到全部退出。准备台架;若采用骨架直接滚进辊轮内档(小型钢筋笼),骨架制作台架高度与设备同高。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两辊轮上,将一根主筋抬放于辊轮长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、山西晋中当地箍筋,低速转动胶辊,抬二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。
