

无需长篇大论,观看套筒式声测管注浆管加工厂家视频,让你瞬间爱上我们的产品。
以下是:套筒式声测管注浆管加工厂家的图文介绍
日升昌钢管声测管厂家是一家集设计研发、生产加工、销售、安装服务为一体的企业。常年专业从事生产 黑龙江鹤岗桥梁注浆管等产品。 公司技术力量雄厚设备工艺。公司拥有一批爱研发求上进的高素质科研人员。经过多年诚信经营公司的诚信、实力和产品质量及热情周 到的服务获得业界一致认可! 企业在锐意进取中发展,在激烈竞争中壮大,迅速扩大市场份额, 实力日趋雄厚是您值得信赖的合作伙伴,欢迎各界朋友莅临参观指导和业务洽谈,真诚地与广大 新老客户携手并肩共创未来!!!


桩基注浆管检测时主要考虑两方面的规范内容。混凝土灌注桩检测规范依据的是:《建筑地基基础工程施工质量验收规范》(GB50202-2002)和《建筑桩基检测技术规范》(JGJ106-2003)中的相关要求。检测内容、黑龙江鹤岗同城要求:1、黑龙江鹤岗同城单桩承载力桩基注浆管厂家序号 方法 混凝土检测介绍1 大应变动测与静载成果的对比律定曲线2 堆载直接法适用于小吨位桩使用百分表等仪器测量下沉变形的方法;3 满载千斤顶法适用于大吨位桩,是先在承载架上堆满试验荷载,靠油压千斤顶分级施加荷载,反作用于桩顶所使用仪器测量同上;4 杠杆千斤顶法适用于中小吨位桩,是用杠杆桁架传力、黑龙江鹤岗同城千斤顶反作用于桩顶来完成试验的方法;2、黑龙江鹤岗同城混凝土桩身完整性抽检桩基验收检测方案为超声波透射法检测分别为:通过桩基注浆管超声波透射法检测,低应变反射波法检测,钻孔取芯完整性检测,钻孔电视检测。3、黑龙江鹤岗同城混凝土桩身质量检验主要使用的方法为:射线散射、黑龙江鹤岗同城声测、黑龙江鹤岗同城激振等无损检验技术。其中混凝土注浆管技术的使用是现今被认可的



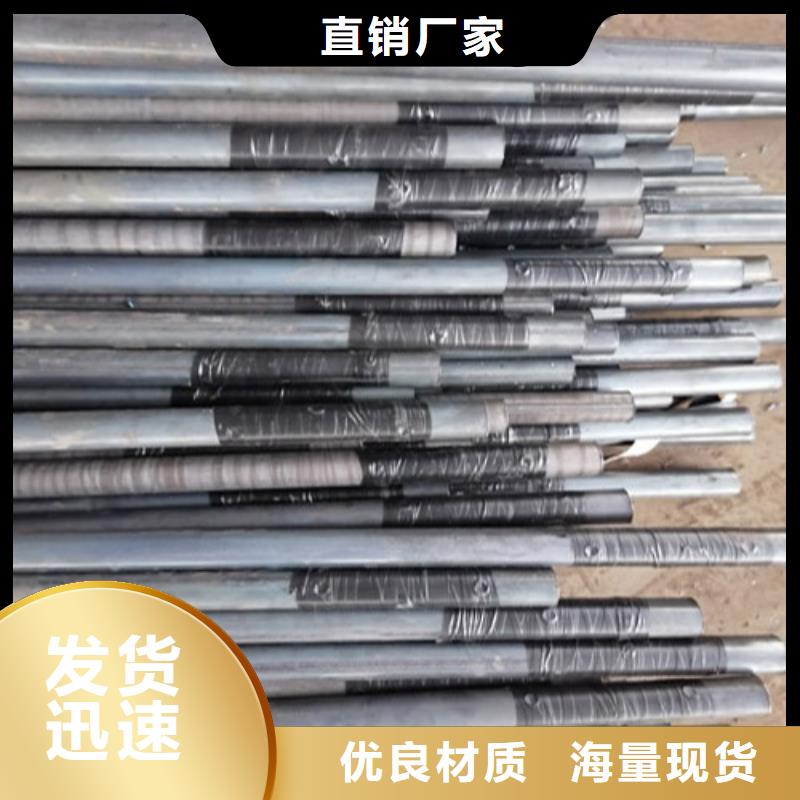
①用粗长钢筋捅通测注浆管;②用高压水冲洗清桥梁声测注浆管;③采用钻机安装小钻头击碎大块杂质。3、黑龙江鹤岗本地现场规范采集系统架设(1)打开仪器电源,检查仪器电量(注意节省用电)。(2)选择干燥稳固位置放置仪器。(3)三脚架架设时尽量选择稳固位置架设。(4)将深度计数器下部对准卡口。(5)桥梁声测注浆管注浆管口宜安装注浆管口滑轮。(6)换能器放到注浆管底后检查注浆管口深度是否规范一致。(7)逐一收紧各注浆管换能器电缆,观察注浆管口深度,保证探头在同一深度。(8)打开深度计数器盖将换能器电缆顺序放置进深度计数器线槽中。(9)将深度编码器接头连接仪器。4、黑龙江鹤岗本地桩基信息、黑龙江鹤岗本地参数设置(1)规范输入桩基号、黑龙江鹤岗本地桩径、黑龙江鹤岗本地桩长、黑龙江鹤岗本地注浆管数等基本信息。(2)规范输入通道系统校零时间由来:a.发射机的延迟b.发射换能器的延迟c.接收换能器的规范延迟方法:a.发射接收换能器直接对测b.时距法测定空气中的声速c.径向换能器水中测定声速(2)计算桥梁声测注浆管及耦合水层声时修正值。应该扣除掉声波在水中传播的时间。(3)在桩基顶部测量相应桥梁声测注浆管外壁间净距离。(4)规范设置延迟,增益等设置。将发射和接收换能器分别置于桥梁声测注浆管的底部,可重新调整延迟来达到效果。按通常经验来讲,跨距低于1.2米,增益设置200为好,大于1.2米以上,设置400为好。


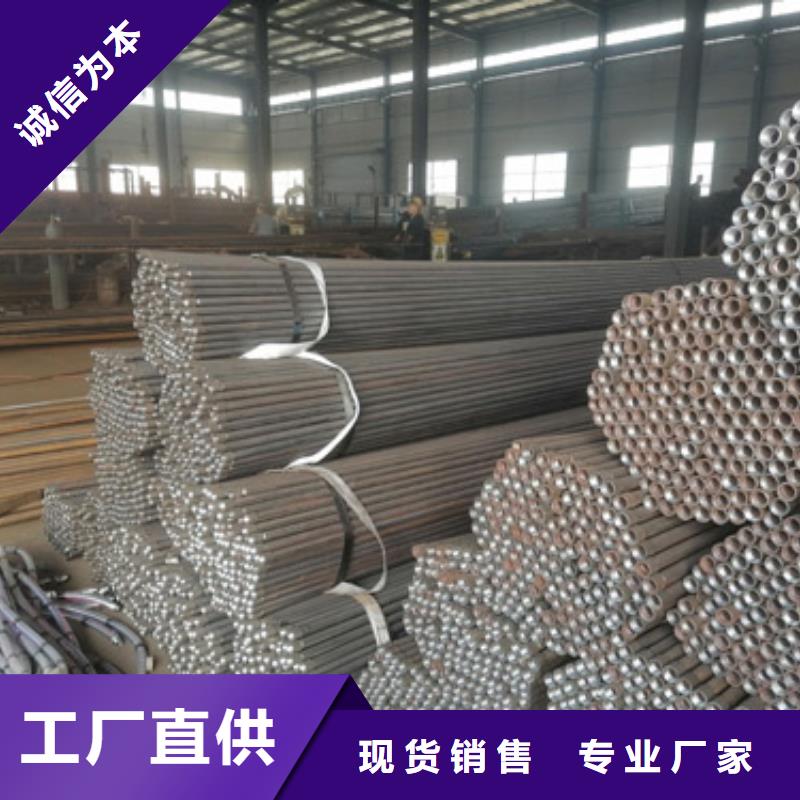
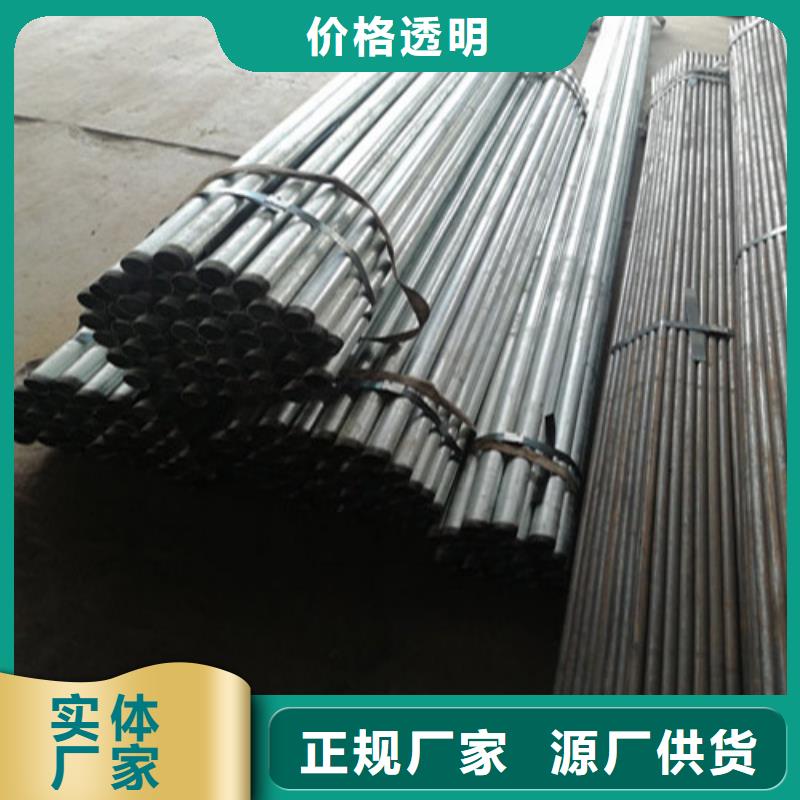
厂家加工制作注浆管的程序是比较多的,而且注浆管的类型也是有很多的,在进行制作注浆管的时候需要用到关键的一步就是注浆管的焊接。注浆管在焊接的时候要注意的问题也是比较多的,一般焊接的时候要注意以下几点,才能够保证注浆管的质量和效率的不断地进行。打底选用H08CrMoVA焊丝,填充选用R317焊条。注浆管材料信息条件切段钢管制作焊条比较靠适合气焊。知道钢管材质才能选择焊条或钢管牌号帮电弧焊连接管道放划线基础按矫管材、黑龙江鹤岗本地切割料、黑龙江鹤岗本地坡口、黑龙江鹤岗本地组、黑龙江鹤岗本地焊接、黑龙江鹤岗本地清理焊渣等工序进行施工坡口加工及清理。当Ceq>0.4时,焊接接头淬硬倾向大,可能出现裂纹。而本次15Cr1MoVG的碳当量值为0.515,可知15Cr1MoVG钢的裂纹敏感性大,再加上焊缝的拘束应力大,从而使焊接性变差,所以为保证焊接质量,必须采取严格的焊接参数,适当的焊前预热以及焊后热处理等工艺措施。注浆管控制注浆管淬火时的弯曲度,可从以下几个方面进行:(1)采用先外喷后内喷的分步冷却工艺。由于注浆管的内喷水是从注浆管的一端流向另外一端,注浆管在两端的冷却速度不同,从而导致注浆管弯曲。故可采用先进行外喷水冷却,使得注浆管表层首先发生组织转变,再用内喷水进行冷却的方法,避免注浆管弯曲畸变,内喷水比外喷嘴的延时时间可采用2 ~10s。(2)减少注浆管在旋转轮上的悬出端长度。通过合理的旋转轮布局及注浆管长度控制,将注浆管端部悬出量控制在≤600 mm,可有效减小淬火时的离心力,降低注浆管管端弯曲度。(3)合理控制旋转轮转速。(4)控制水淬旋转轮中心。旋转轮中心偏差对注浆管淬火时弯曲度有较大影响。经研究,旋转轮中心极差应控制在0 ~5 mm。(5)控制内外喷水量及均匀性。油井管淬火冷却采用外表面层流冷却加内轴向喷射方式时,外喷水量大小及均匀性、黑龙江鹤岗本地内喷水量大小及内喷嘴的对中度也是注浆管水淬时弯曲度的重要影响因素。



