



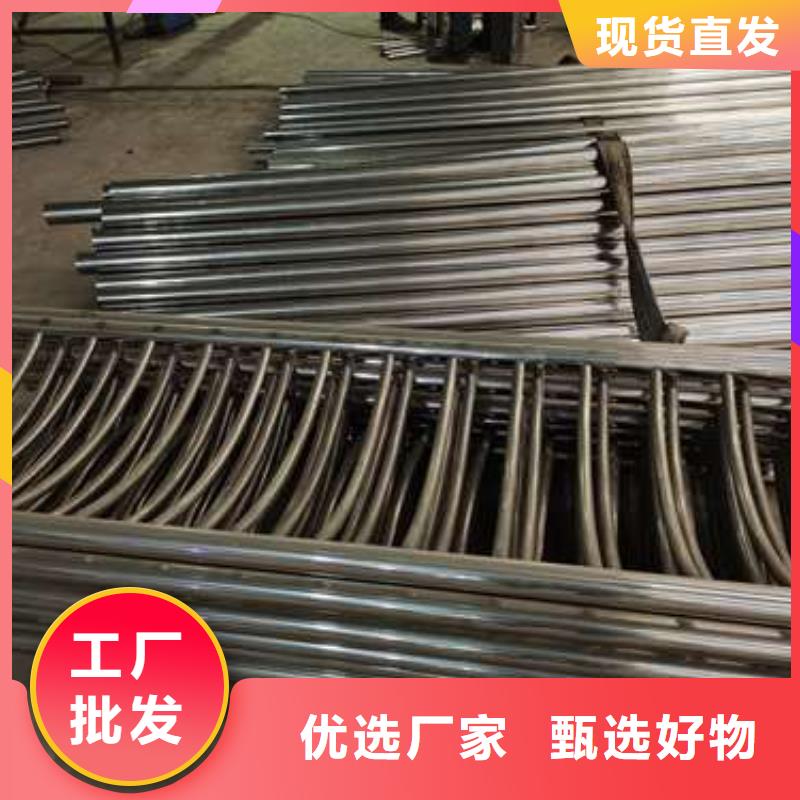
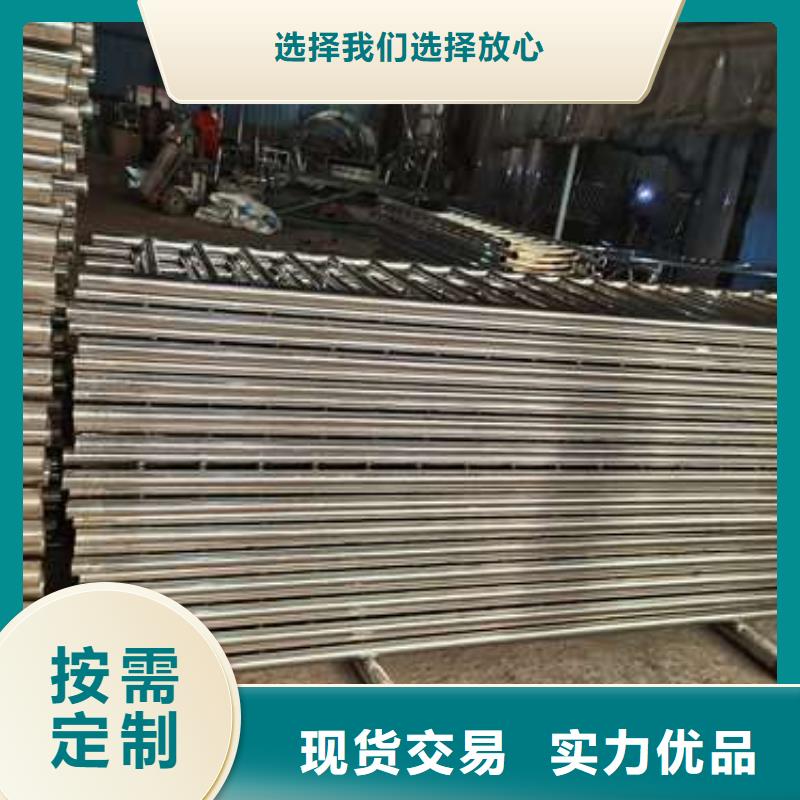

准备好领略不锈钢复合管护栏,桥梁护栏现货采购产品的风采了吗?我们的视频将带您领略产品的每一个细节,让您在欣赏的同时,也能深深感受到产品的价值与意义。
以下是:不锈钢复合管护栏,桥梁护栏现货采购的图文介绍

鑫海达金属制品有限公司常年生产销售 广东汕头防撞立柱等产品。公司库存量大,材质规格齐全,我公司经营方式灵活,批零兼营、一支起售,并可为客户铁路、公路运输,7*24小时为您服务,欢迎新老客户来电垂询。 公司自创办以来,一直坚持“以质量求生存,以产品求发展,以信誉保合作,以服务赢客户”的经营方针,客户遍及大江南北,获得了良好的声誉与回报,在以后的发展历程中,我们愿与广大客户携手并进,共创辉煌。



不锈钢复合管护栏基材浇注:立柱、横梁、栏片和柱帽的浇注成型,基材配合比由试验室试验确定。制备立柱、横梁、栏片和柱帽的基材同时使用粗细骨料。基材搅拌应采用强制式搅拌机,材料计量误差应按TB10210的规定执行。搅拌时间应符合所用搅拌机的规定,已保证搅拌均匀。
制作不锈钢复合管护栏的要求都有哪些?不锈钢复合管护栏立柱、上下横梁、栏片和柱帽模具应有足够的强度、刚度和稳定性。模具的长度、宽度和高度 尺寸偏差为±2㎜。在浇注成型前应将模具清擦干净,并在其内壁涂上一层脱模剂。
不锈钢复合管护栏钢筋焊接与图层:钢筋加工的形状、尺寸应符合设计规范。钢筋的表面应洁净、无损伤,油渍、漆污和铁锈等应在使用前干净。带有颗粒状和片状老锈不得使用。钢筋应平直,无局部弯曲。钢筋焊接骨架的所有钢筋相交点必须焊接。钢筋下料长度和间距偏差不应大于±5㎜。




不锈钢焊要点及注意事项直流采用平焊电源,直流采用反极性(焊丝对正极)。
一般采用纯氩(99.99%纯度)或Ar+2%O2,流量适合20~25L/min。
弧长、不锈钢MIG焊,一般在喷射过渡焊条件下,电压应调整到弧长的4~6毫米。
防风。MIG焊接易受风的影响,有时会有风引起的气孔,所以风速在0.5米/秒以上的地方都应采取防风措施。
不锈钢药芯焊丝焊接要点及注意事项采用平特性焊接电源,直流焊接采用反极性。一般的二氧化碳焊机可以用来焊接,但送丝轮的压力应稍放松。
保护气体一般为二氧化碳气体,气体流量宜为20~25L/min。
焊嘴与工件的距离应为15~25毫米。
对于干伸长度,一般焊接电流在250A以下约为15mm,在250A以上约为20~25mm。
目前市场上较为常见的有铝塑复合管、铜塑复合管、钢塑复合管、涂塑复合管、钢骨架PE管等、不锈钢复合管护栏。
一般采用纯氩(99.99%纯度)或Ar+2%O2,流量适合20~25L/min。
弧长、不锈钢MIG焊,一般在喷射过渡焊条件下,电压应调整到弧长的4~6毫米。
防风。MIG焊接易受风的影响,有时会有风引起的气孔,所以风速在0.5米/秒以上的地方都应采取防风措施。
不锈钢药芯焊丝焊接要点及注意事项采用平特性焊接电源,直流焊接采用反极性。一般的二氧化碳焊机可以用来焊接,但送丝轮的压力应稍放松。
保护气体一般为二氧化碳气体,气体流量宜为20~25L/min。
焊嘴与工件的距离应为15~25毫米。
对于干伸长度,一般焊接电流在250A以下约为15mm,在250A以上约为20~25mm。
目前市场上较为常见的有铝塑复合管、铜塑复合管、钢塑复合管、涂塑复合管、钢骨架PE管等、不锈钢复合管护栏。

