


想要一睹【井盖DN1000球墨铸铁管定制速度快工期短】产品的真容吗?快来观看我们的视频吧!我们将带您走进一个全新的世界,感受产品的魅力与品质。
以下是:【井盖DN1000球墨铸铁管定制速度快工期短】的图文介绍


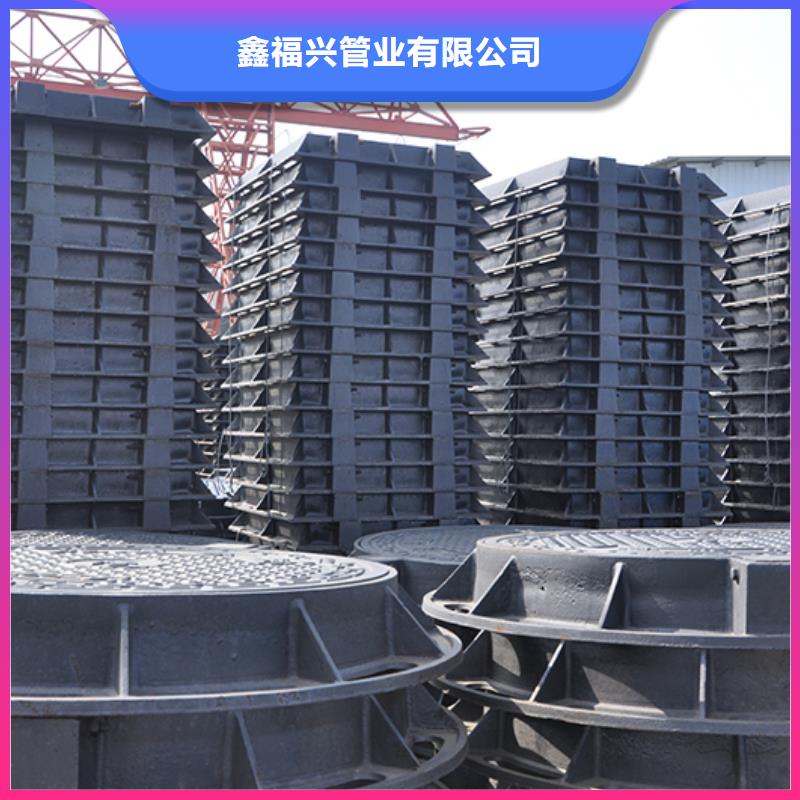
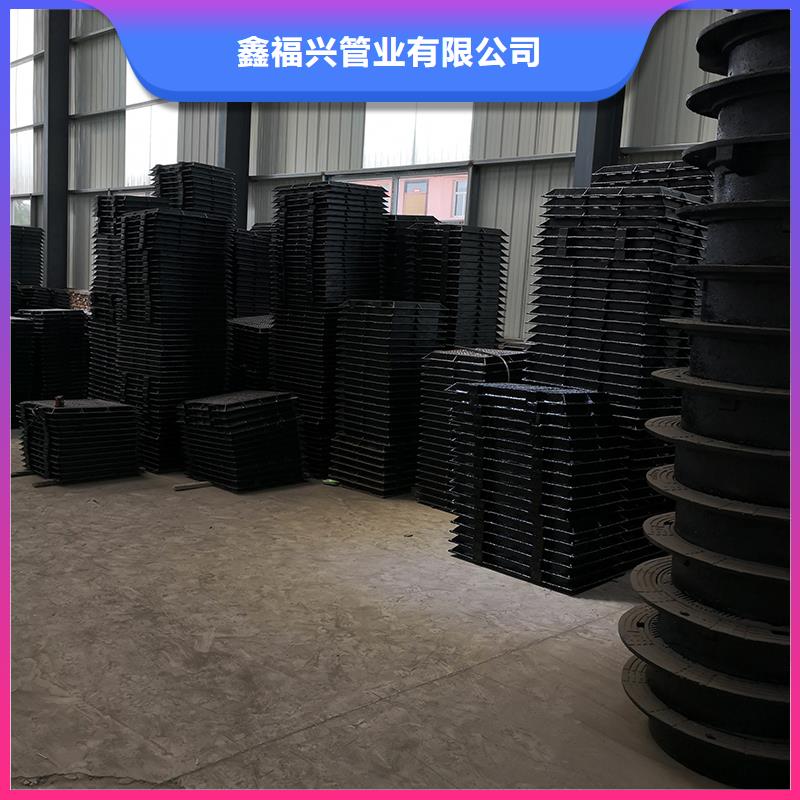
出口球墨铸铁方井盖主要由球墨铸铁打造出来的井盖,这种井盖质量的好坏就牵扯到了球化率的问题。处理铸件的常用涂料就是防锈沥青漆了,当然球墨铸铁井盖的表面也是经过喷涂防锈沥青漆处理的。球墨铸铁井盖有一个优点,就是由于球墨铸铁强度高、韧性好,使得球墨铸井盖要比同类型的灰口铸铁井盖轻30%左右,那么灰口球墨铸铁石墨井盖片状石墨的分布形式有哪些呢?下面就来给大家讲一下。灰口铸铁石墨呈片状分布于金属甚体中,由于铸铁化学成分和冷却条件的不同,从而改变了石墨结晶时的动力学条件(碳原子的扩散和铁原子的自扩散速度),导致石摄类型、大小和分布的不同。 在显微镜下观察,灰口铸铁的石墨呈薄片状,这是立体石星的截面形状,实际石墨在立体上的形状可以是各种各样的。一、A型石墨:石墨片均匀无方向性分布,不能看出任何树枝状初晶的痕迹,即共晶奥氏体。在凝固时与树枝状初晶合并成一连续的整体。石墨片是长而曲折的。这是常见的石墨形状,特别是亚共晶铸铁结晶时过冷度不大时的石墨组织。二、B型石墨:均匀无方向性分布。每个菊花(蔷薇)中心处石墨片是细小的,这是普通灰口铸铁在共晶结晶时过冷度稍大时所形成的石墨分布型式。在过冷度稍大的情况下进行共晶结晶时,奥氏体一石墨集合体(共晶团)获得细薄的共晶结构,石墨以很多薄片状分布于球状集合体共晶团中,石墨由中心以辐射状向外生长(即向液体生长)。球墨铸铁井盖由于石墨侧面为奥氏体所包围,因而向液体生长较快,故呈菊花状,或称蔷薇状。由于石虽的聚集,使得铸铁的强度降低。’三、C型石墨:均匀无方向分布,石墨粗大。这种石墨往往在铸铁共晶程度大时发现,即初生石墨。这种石墨存在时铸铁的强度很低。四、D型石墨:均匀无方向性分布。这是亚共晶铸铁在过冷度更大的情况下产生的。这时所获得的奥氏体-石墨集合休(共晶团)更细薄。因为在更大的过冷度情况下,在成长奥氏体的表面上,液体急剧地富碳,这里就产生新的石墨核心,此时碳向先前产生的邻近石墨夹杂物扩散受到阻碍,同时也停止了自己的长大,所以石墨成细小的薄片状分布于枝晶间。通常称过冷石墨或共晶石墨。五、E型石墨:有方向性规财分布。这种石墨组织是在亚共晶程度很大的液体共晶结晶时冷速很大的情况下产生的,此时初生奥氏体很发达,夹在奥氏体树枝晶间的残留液体进行共晶结晶时,与液体接触方向成长快,石墨的成长就带有方向性,因此呈细小而有方向的分布。



鑫福兴管业有限公司立足国内市场,实施稳健发展。通过持续创新,不断为客户提供量身订做的 贵州安顺dn300球墨铸铁管方案和满意的服务!

随着现在我国的进步发展,机械化和自动化是一大趋势,不过在我们生产车间过程中很多的地方还是需要手动去操作,因为毕竟机械是死的,关于焊接的问题,其实是非常重要的,如果焊接不牢固或是其他问题很容易导致后期安装后的事故发生,所以针对技术要求为大家做一下分析。1、对井盖进行焊接,首先需要将切割好的角钢放入焊接固定卡具并将螺帽与被焊角钢之间用钢筋头抵紧,保证角钢框在焊接过程中不变形、不松动、尺寸准确无误后方可施焊。2、钢筋与角钢框焊接时应采用点焊,焊接时为防止每边施焊点过多,其接头过热使角钢弯曲,应交叉焊接。焊接处应熔合良好,不应有弧坑、气孔和咬边现象。如若发现应补充焊接。3、其焊缝敲渣、打磨:对已焊接过的地沟盖板应及时敲掉焊渣并用钢丝刷刷净,打磨光洁以待喷锌。4、钢丝网绑扎:将裁好的钢丝网绑扎在角钢框内的钢筋上。5、模板清理:将其定型底模清洗干净,安放平稳,均匀刷上脱模剂,脱模剂严禁采用废机油。井盖的焊接质量好坏直接影响到使用的性,如果焊接不达标准,很可能导致安装不牢固,造成活动等现象,非常容易发生路面危险事件。因此焊接时一定要按照标准规定进行。讲到这里相信大家也都了解了井盖焊接技术的重要性,虽然只是一个小事情,但是却能带来意想不到的危险,大家在选购产品时候也一定要选择大型生产厂家,小作坊及无准确厂址的产品存在很多偷工减料等问题,欢迎到我司实地参观考察,期待与您合作。


