


万弗莱钢有限公司不断创新的企业文化培养了一支的员工队伍,“精益求精、改善永无止境”的经营理念不断在企业的经营活动中得到。公司在追求精益求精的过程中,不断完善自我、树立品牌形象,在企业持续发展的过程中与客户精诚合作,竭诚为新老用户提供具优质的 湖南怀化精轧螺纹钢产品及服务,为顾客创造价值,为社会进步做出贡献。


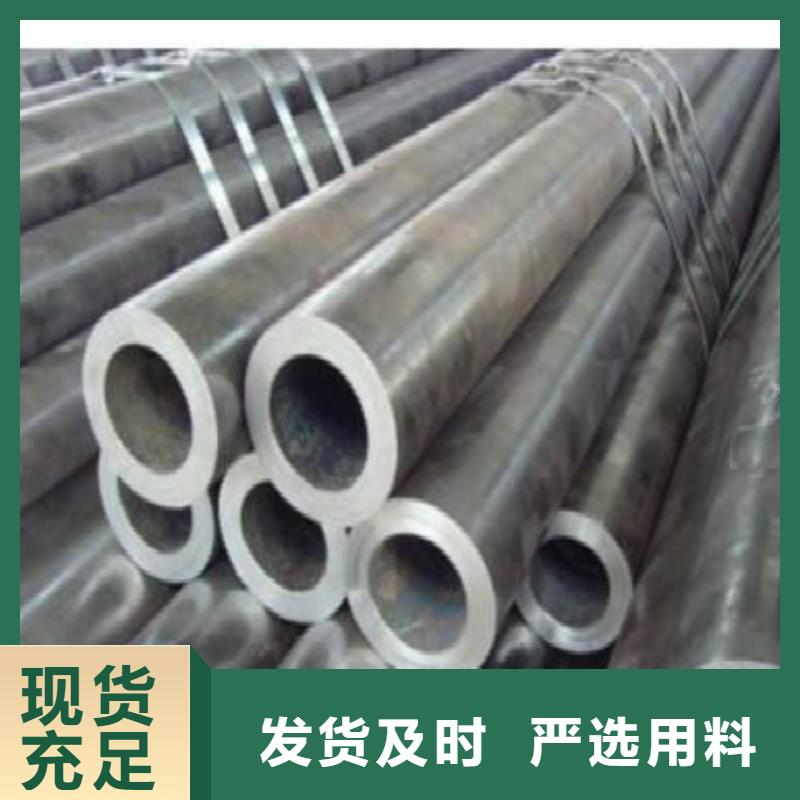
20g无缝钢管
20g无缝钢管
的流体。此外,圆环截面在承受内部或外部径向压力时,受力较均匀,因此,绝大多数钢管是圆管。
但是,圆管也有一定的局限性,如在受平面弯曲的条件下,圆管就不如方、矩形管抗弯强度大,一些农机具骨架、钢木家具等就常用方、矩形管。根据不同用途还需有其他截面形状的异型钢管。1.全世界生产钢管的共计有110多个 的1850多个公司下的5100多个生产厂,其中生产石油管的有44个 的170多个公司下的260多个厂。2000年,无缝钢管全国表观消费量为418.0万吨,其中国内供应量的382.1万吨,占国内总需求的91.4%。进口为35.9万吨,占国内总需求的8.59%。同年石油管消费量大约为91万吨。进口约25.2万吨。进口管占国内总消费量的大约70%,其中进口管占国内总消费量的27.69%,石油管进口量约占无缝钢管总进口量的大约70%。从日本进口的石油管占总进口量一半以上。中国 的石油套管生产基地——天津钢管公司2000年的钢管产品出来为52.20万吨,其中石油套管产量为36.41万吨。套管占全国石油产量的一半以上。在产量和销售量上都占中国套管市场的 位。



螺旋钢管全部采用当今先进的生产设备及美国林肯自动买弧焊机,并配备了在线数字超声波探伤仪、静水压试验机、X射线实时成像机等完备的质检仪器以"效益以质为本、高誉以德为本、高质量以法为本、高科技以人为本"的经营理念赢得客户的好评,欢迎新老顾客光临我公司洽谈合作,共创辉煌!锥形钢管小到外径60mm,大到外径450mm,厚度6mm——40mm,长度长8米,材质:20# 。锥形管的生产需要专用的设备、先进的生产工艺,能保证管体壁厚尺寸均匀,管体外圆达到设计要求,欢迎来厂参观指导。无缝锥形钢管大多为定制加工,所以客户如果需要 标明大头口径、小头口径、厚度、长度和材质、数量,例如:377×194×10×4600mm 20# 数量。在锥形管材设计生产中,碳钢材料在锥管方面的大量应用。其中主要以无缝碳钢20#为主材料。20#钢淬透性、淬硬性低,塑性、韧性、焊接性好,热轧或正火后韧性更好。由于制作工艺的限制,无缝锥形钢管壁厚 为6mm,长度长为8m,口径小60mm, 450mm。
计算锥度
锥度是算圆锥尺寸用的,斜度又叫坡度,是算斜面尺寸用的。比如1:20代表多少??或多少度1:20=(大D-小D):锥长即是大头减小头除与高度,所得的数是正切函数值,然后查正切函数表即可得到锥度值。根据GB/T3091-2008《低压流体输送用焊接钢管》标准的规定,钢管的内外表面应光滑,不允许有折叠、裂缝、分层、搭焊、断弧、烧穿及其他深度超过壁厚下偏差的允许有深度不超过壁厚下偏差的其他局部缺陷存在。


3.3、专门用途的无缝管有锅炉用无缝管、地质用无缝管及石油用无缝管等多种。
4、规格及外观质量
无缝管按GB/T8162-87规定
4.1、规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧(冷拔)管外径5~200mm。壁厚2.5~12mm。
4.2、外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差。
4.3、钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。
4.4、冷拔或冷轧精密无缝钢管《表面质量》参照GB3639-83。
5、物理性能检验
一:以知无缝管无缝钢管外径规格壁厚求能承受压力计算方法 (钢管不同材质抗拉强度不同)
压力=(壁厚*2*钢管材质抗拉强度)/(外径*系数)
二:以知无缝管无缝钢管外径和承受压力求壁厚计算方法:
壁厚=(压力*外径*系数)/(2*钢管材质抗拉强度)
三:钢管压力系数表示方法:
压力P<7Mpa 系数S=8
7<钢管压力P<17.5 系数S=6
压力P>17.5 系数S=4 搅拌摩擦焊焊接接头具有无气孔,晶粒细小,疲劳性能、拉伸性能和弯曲性能良好,热轧无缝钢管:将经过加热的实体锭坯经穿孔、轧管、定减径,轧制成周边无接缝的空心钢管。 热轧是相对于冷轧而言的,冷轧是在再结晶温度以下进行的轧制,而热轧就是在再结晶温度以上进行的轧制。热轧可以破坏钢锭的铸造组织,细化钢材的晶粒,并显组织的缺陷,从而使钢材组织密实,力学性能得到改善。这种改善主要体现在沿轧制方向上,从而使钢材在一定程度上不再是各向同性体;浇注时形成的气泡、裂纹和疏松,也可在高温和压力作用下被焊合。
冷轧(拨)无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于 32mm,壁厚2.5-75mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm,壁厚小于0.25mm,冷轧比热轧尺寸精度高焊接时无尘烟、无飞溅,节能,无需焊丝和保护气体,焊后残余应力和变形小等优点,是一种适用性很好的焊接方法。铜铬合金由于具有较高的强度、硬度,良好的 鲁宝,成都钢管
导电、导热性及耐腐蚀性,是制备电阻焊电极、金属模具、大型高速涡轮发电机导条、电动工具转向器等的优选材料。在发电机导条、电动工具转向器的加工制造过程中需要对铜铬合金进行焊接,目前,主要用熔焊、压力焊和钎焊等方法。在不锈钢中增加镍的一个主要原因就是形成奥氏体晶体结构,从而改善诸如可塑性、重庆钢管可焊接性和韧性等不锈钢的属性,所以镍被称为奥氏体形成元素。普通碳钢的晶体结构称为铁氧体,呈体心立方(BCC)结构,加入镍,促使晶体结构从体心立方(BCC) 结构转变为面心立方(FCC)结构,这种结构被称为奥氏体。然而,镍并不是 具有此种性质的元素。常见的奥氏体形成元素有:镍、碳、氮、锰、铜。这些元素在形成奥氏体方面的相对重要性对于预测不锈钢的晶体结构具有重要意义。目前,人们已经研究出很多公式来表述奥氏体形成元素的相对重要性,的是下面的公式: 种大口径合金无缝钢管的生产工艺 一种大口径合金无缝钢管的生产工艺。它包括以下步骤:步骤一,物料准备;步骤二,管坯加热和斜轧穿孔;步骤三,毛管修整;步骤四,热扩变形定径;步骤五,热处理;步骤六,矫直;步骤七,内磨;步骤八,纠偏;步骤九,外磨;步骤十,探伤检验;步骤十一,再精整、终检和包装。本发明不但可以在大组距的范围内生产合金无缝钢管,而且投资相对较小,产品质量高,生产效率较高,生产成本较低。无缝钢管的主要生产流程 管坯及坯加热、管坯的穿孔、钢管的延伸、钢管的轧制、钢管定径与减径、钢管的冷却和精整 或者可以说是 钢胚的加热 穿孔 热扎 酸洗 冷拔 碳烧 切头 喷标 包装 成品。 一种无缝钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对无缝钢管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。 山东领航钢管有限公司常年销售成都钢铁集团、冶钢集团、包头钢厂、宝钢集团、鞍钢集团、天津大无缝、西宁特钢厂、无锡钢厂、衡阳钢厂等各大钢厂的大小口径无缝钢管,高低中压锅炉



