您的位置>首页 >乐山当地行业动态 >
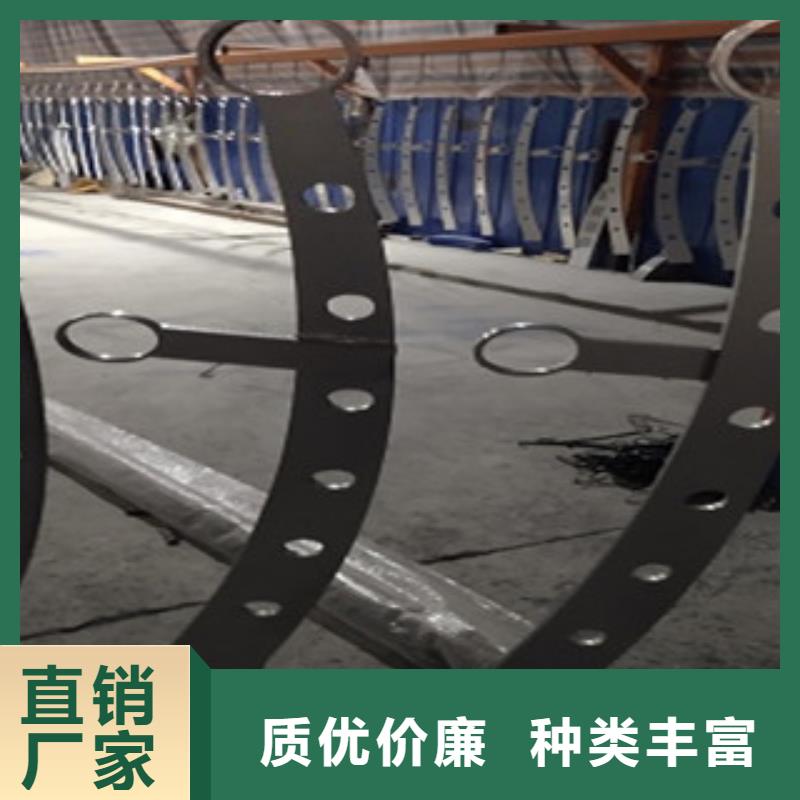
不锈钢复合管护栏-桥梁护栏匠心工艺
更新时间: 2025-01-05 17:10:36 浏览次数:2
以下是:不锈钢复合管护栏-桥梁护栏匠心工艺的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 产地 | 聊城 |
|---|
| 品牌 | 俊邦 |
|---|
| 加工定制 | 是 |
|---|
| 是否进口 | 否 |
|---|
| 用途 | 河道护栏,桥梁护栏,防撞护栏 |
|---|
| 表面处理 | 光滑 |
|---|
以下是:不锈钢复合管护栏-桥梁护栏匠心工艺的图文视频
导读 今年在四川省乐山市购买不锈钢复合管护栏-桥梁护栏匠心工艺有了新选择,俊邦金属材料有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的不锈钢复合管护栏-桥梁护栏匠心工艺产品。如需购买或咨询,请随时联系我们,联系人:张经理-17768165506,QQ:502309354,地址:开发区辽河路东首发货到四川省 乐山市 沙湾区、五通桥区、金口河区、犍为县、井研县、夹江县、沐川县、峨眉山市。 四川省,乐山市 清雍正十二年(1734年),在嘉定府治置乐山县。乐山市是四川重要的工业城市、成都经济区南部区域中心城市、重要枢纽城市、成渝城市群重要交通节点和港口城市。成昆铁路、成贵高铁贯穿全境。乐山三江汇合,大渡河,青衣江在乐山大佛脚下汇入岷江。乐山是历史文化名城,有“海棠香国”的美誉,是首批对外开放城市、全国绿化模范城市、中国旅游城市、园林城市、全国卫生城市。乐山有遗产三处—世界自然与文化遗产峨眉山和乐山大佛、世界灌溉工程遗产东风堰等,还被评为知识产权试点城市,并入选全国双拥模范城(县)名单,纳入巴蜀文化旅游走廊的规划范围。
不锈钢复合管护栏-桥梁护栏匠心工艺视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:不锈钢复合管护栏-桥梁护栏匠心工艺的图文介绍
对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。


因此, 要想很好地完成不锈钢复合管过渡层的焊接, 对于焊接材料的选取(根据舍弗勒相图)、 焊工的资质、 焊接坡口型式、 及焊接工艺参数都有特定的要求。 为了避免不锈钢层与基体界面处出现的合金元素的稀释、 碳元素的迁移等, 过渡层的焊接是保证复合管焊接质量的关键。 [8] 由于内衬不锈钢复合钢管生产工艺和技术的限制, 目前, 国产的复合管的基层和复合层还不能完全熔焊在一起, 因此在实际焊接中具有一定难度。 内衬不锈钢复合钢管的复合层和基层之间没有熔焊在一起, 所以在组对焊接前必须进行封焊, 根据不锈钢管的焊接特点, 在焊接过程中当热输入较大, 冷却较慢时, 易产生热裂纹、 变形等缺陷。 而 GTAW 焊的热输入较小, 且氩气流除可以保护高温金属外, 还具有一定的冷却作用, 能提高焊缝抗裂能力, 同时钨极电弧稳定, 即在很小的焊接电流下仍可稳定燃烧, 特别适用于薄壁管的焊接。 因此, 封焊层采用 GTAW 焊接。 钨极直径根据管壁厚选择, 管壁越厚所需焊接电流越大, 即钨极直径越大。 因衬管壁厚为 1.5~2mm (衬管厚度), 因此, 采用准 2.5 mm 的 WCe-20 钨极, 喷嘴直径为 10 mm。



聊城市俊邦金属材料系不锈钢复合管的专业生产企业,生产碳素钢不锈钢复合管复合管产品规格齐全:外径8—159MM,厚度0.8—8MM,其复合管内层采用GBA13793-92碳钢管,外层采用了GB4239-91不锈钢管。该产品系列取代了碳钢管易生锈,不美观等缺陷,又取代了不锈钢管强度抵、成本高等缺陷,的确是一种新型环保的复合材料。该产品(内衬不锈钢复合管、外覆不锈钢复合管、双金属复合管)适用于纺织机械用管,车床扶手用管,市政护栏用管,染整轧辊用管等,桥梁管等。真诚与来自各地的客户合作共赢!
聊城市俊邦金属材料复合钢管厂 研发绿色环保材料——不锈钢/碳素钢复合管、不锈钢复合管护栏,不锈钢复合管产品不仅具有不锈钢管的装饰特征,而内层有普碳钢作骨架,在刚度大大提高的同时,价格较同规格纯不锈钢管大幅度下降;项目建成投产后,产品可为公司农用车产品提供大量的配套原、辅材料,有效地降低产品成本。同时,该产品是取代纯不锈钢管和镀铬、镀锌管材的 产品,具有崭新的环保概念,制作护栏美观坚固,市场发展前景广阔。



几年来俊邦金属材料有限公司感谢新老客户的鼎力支持,我们将一如既往研发出优质的 四川乐山304不锈钢复合管产品回馈客户回馈社会,创行业品牌。 在此俊邦金属材料有限公司欢迎新老客户光临指导、洽谈合作,共创美好未来!


不锈钢复合管:外面包裹着不锈钢层,比较坚固,管口封闭良好的情况下可保证其防锈期限与纯不锈钢无异。综合来看,受产量增加、出口下降影响,一季度国内不锈钢焊管市场资源供应同比大幅增长,供应压力有所加大。当前国内不锈钢厂利润维持高位,不锈钢厂开工率继续上升,4月份粗钢日均产量有再创新高的可能。
不过,近期国内不锈钢焊管去产能及环保治理政策再次密集发力,5月份地条钢清理专项督查将在全国开展、一带一路会议期间京津冀地区不锈钢厂将面临环保限产,以及第三批中央环境保护督察工作启动等,或将阶段性对国内不锈钢焊管供应形成一定影响。



总结 俊邦金属材料有限公司【17768165506】在四川省乐山市本地专业从事不锈钢复合管护栏-桥梁护栏匠心工艺,价格低,发货快,效果好 ([城市群])可送货上门。