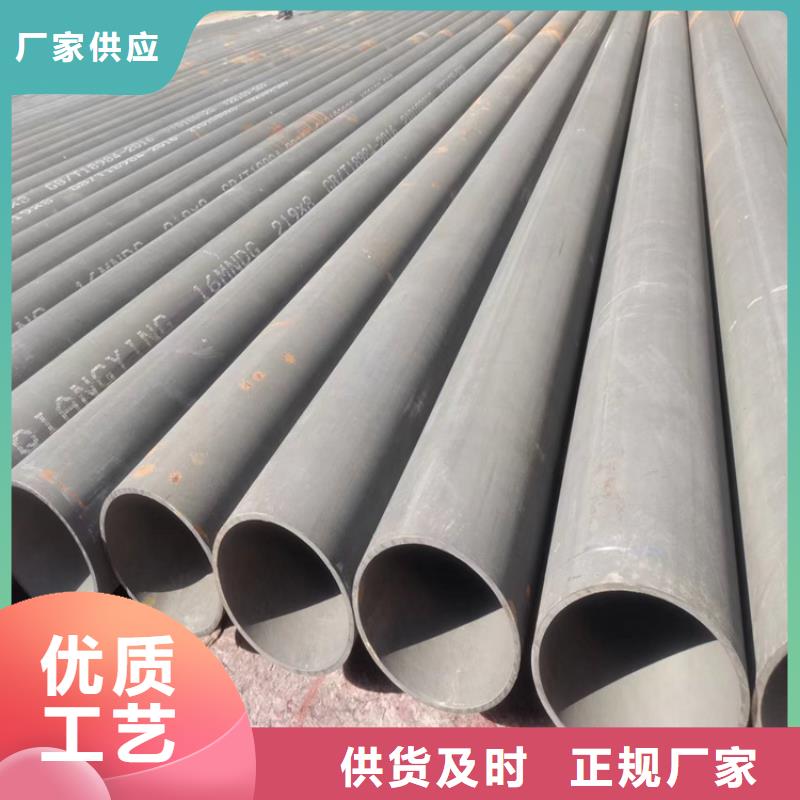

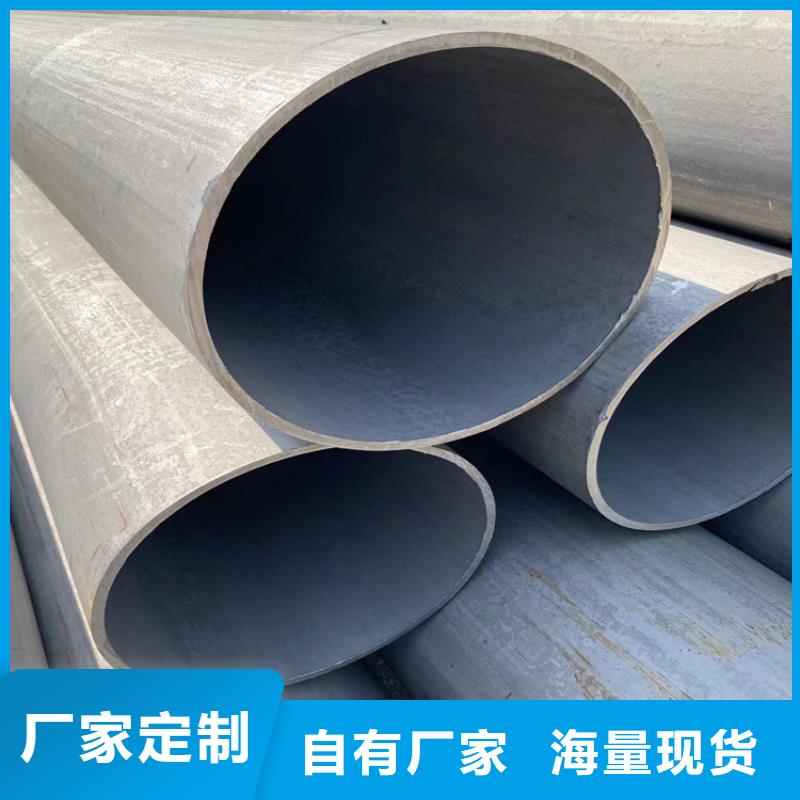
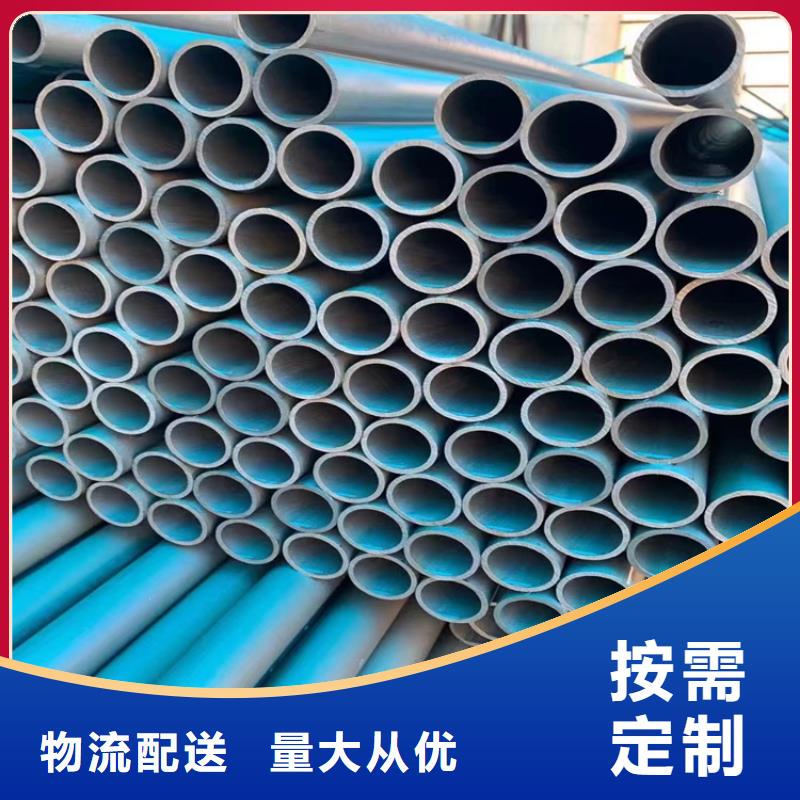
酸洗钝化无缝钢管承插式横截沟盖板支持货到付清视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:酸洗钝化无缝钢管承插式横截沟盖板支持货到付清的图文介绍
安徽宣城 酸洗钝化无缝钢管裂痕是普遍的,可是它有其独特性,电焊焊接后不易马上发生,产生酸洗钝化无缝钢管裂痕必须一定的時间。从而可以得出以下结论:拉方钢管在一定情况下出现裂痕是受其热处理趋向、对接焊缝内应力和电焊焊接金属材料蔓延氢成分三个要素干扰的,假如要防止,还需要从这三个层面下手。酸洗钝化无缝钢管商品具备如此普遍的运用范畴,与其说自身的特点紧密联系。酸洗钝化无缝钢管则可根据设计不一样样式的模貝,获得不一样的剖面规格,以达到不一样的应用规定。而优质的硬质合金模具和认真负责的使用工作人员,促使商品有高精密的方面和光洁的表层。此外,节省原材料、生产加工的时间和加工设备是因为新技术的简单化。这就是大家想挑选酸洗钝化无缝钢管的缘故。制做酸洗钝化无缝钢管应用的技术性并不是 的,可是经过很多的实验较为了多种多样技术性,**总算取得了能够更好地生产制造酸洗钝化无安徽宣城缝钢管的方式。为融入酸洗钝化无缝钢管的生产制造,现在已经做到良好的品质,提议选用酸洗钝化、水清洗、干躁、专用型润滑脂、沥干、冷拉等加工工艺线路。根据冷拉前后左右对生产加工的酸洗钝化无缝钢管的物理性能检测,再度说明了技术的一致性。实验说明,冷拔形变较钟头,酸洗钝化无缝钢管的冷作硬化做到较高质量,但伴随着形变量的,仅发生少许的冷作硬化。因此在使用冷拉法生产工艺流程时,拓宽指数相对性比较大,有益于降低正中间提前准备工艺流程,控制成本,加速生产周期,产品品质。


安徽宣城 酸洗钝化无缝钢管操作过程可根据不锈钢管的材质和氧化皮严重程度不同,可以用原液或按1:1~4的比例加水稀释后使用;一般常温或加热到50~60度后使用,浸泡3-20分钟或更长时间(具体时间和温度用户根据自己的情况确定),至表面污垢,成均匀银白色,形成均匀致密的钝化膜为止,处理完成后取出,用清水冲洗干净,好再用碱水或石灰水冲洗中和。1.准备工作2.化学除安徽宣城 油1)化学除油采用槽内浸泡方式,除油槽用钢板制作,内壁铺PVC或聚乙烯。2)使用12~15的(按体积)进行化学除油处理,温度为40℃~60℃,时间为2~4小时。3)管件在槽内浸泡时,应注意放置的位置,避免管内存留空气。4)浸泡过程中应上下前后移动或翻动管件,使内腔溶液不断更换,以提果。必要时取出管件,用水气冲洗后再进行浸泡。5)化学除油直至管件表面被水润湿。



安徽宣城 酸洗钝化无缝钢管在运用和应用全过程中还必须留意无缝钢管的各类连接。无缝钢管连接时,要留意连接方法和连接方法,以确保电力工程的发展趋向。酸洗钝化无缝钢管具备空心横断面,多作为运输溶液的管路,如运输石油、天燃气、压缩天然气、水和一些固态原材料的管路。酸洗钝化无缝钢管与园钢等实芯不锈钢板材对比,抗压强度、抗扭抗拉强度同样,净重更轻。是一种具备经济社会发展横截面的不锈钢板材。酸洗钝化无缝钢管普遍用以生产制造配件和机械零件,如石油钻机设备和工程项目建筑工程施工中采用的无缝钢管架构等。无缝钢管用以制做圆形零件,可使用率原料,简单化生产过程,节省原料。并生产加工生产制造施工时间,已普遍用来生产制造无缝钢管。酸洗钝化无缝钢管主要用途用以发电厂、核电、加热炉、高溫遇热面和再家用热水器等髙压高溫管路和工业设备。它由高品质碳素钢、碳素工具钢和不锈钢板做成。家具板材耐磨钢板为原材料。酸洗钝化无缝钢管原料的抗压强度和抗拉强度了塑性形变的安徽宣城应变硬化溫度,但塑性形变和可塑性有一定的减少。也称之为冷软底。缘故是酸洗钝化无缝钢管在塑性形变的整个过程中,结晶体负载,展现晶体缺陷缠结、长细、粉碎和晶体肝千维化,酸洗钝化无缝钢管内部结构形成的内应力。抗拉强度的水平一般高过热处理方法,以表明生产加工干固层的高度与生产加工生产制造和表层。酸洗钝化无缝钢管件在金属材料模貝中产生形变,随着塑性形变,迁移到周边未硬底化的一部分。根据这类持续更替的过冷冲模形变,获得均衡的横断面;可趁机发展趋势碳素钢的使用性能,便于打孔获取。但工作上的酸洗钝化无缝钢管通过进一步生产加工,使软底硬底化。例如镀锌带钢线,因为生产生产制造应变硬化进一步能耗大涂,乃至毁坏,务必在管理办开展热处理工艺,生产加工生产制造应变硬化,随后再金属拉丝。



博辉钢铁有限公司常年备有大量的 安徽宣城六防球墨铸铁井盖现货库存,规格全,公司坚持以人为本,以“学习、分享、感恩、正直、尊重、责任”为企业价值观。先进的设备、科学的规范化管理、严格的质保体系、高素质的核心团队是公司核心竞争力。相信博辉钢铁有限公司是值得信赖的合作伙伴,公司将继续在“为满足客户需求而精益求精”的使命指导下,如既往地为广大客户提供优质、及时、完善的服务。


安徽宣城 酸洗钝化无缝钢管是以热轧带钢冷轧卷为原料,常常温挤压加工,以全自动双丝两面电弧焊技术电焊而成的酸洗钝化无缝钢管。那麼,酸洗钝化无缝钢管在作业的过程中是怎样的呢?酸洗钝化无缝钢管是怎么生产制造的呢?下边我们就来给大伙儿讲解下。一、桩基施工管贯入1)工程施工前,样桩的操纵应按设计方案原照,并以中心线为标准对样桩逐根核查,做好测量纪录,核查准确无误后才可打桩施工。酸洗钝化无缝钢管桩运到施工现场后,起重吊装时选用一点捆扎吊装,待吊到桩位开展插桩,将酸洗钝化无缝钢管桩指向事前释放的桩位,保证贯时尚竖直。桩基施工前,务必在桩帽置放特别制作的桩帽,桩帽上置放用硬木质的减振垫,酸洗钝化无缝钢管桩吊到桩位开展插桩时,因为桩身及桩帽总自身重量和桩锤置放在桩顶会自沉,很多贯下葬中,待沉至平稳后再次捶击;2)逐渐桩基施工时,打桩机遇因贯入量大而空打,逐渐捶击工作时要迟缓地中断试打,直到桩进到地质构造一定深层才行,不可持续击中。桩基施工全过程中,务必随时随地校准旋挖钻机导向性杆及桩的垂直角度,并维持桩锤、桩帽与桩在同一纵中心线上;3)酸洗钝化无缝钢管桩打进1~2m后,应再次校准垂直角度,当打成一定深层并经核查桩基施工品质优良时,再持续开展击中,直到高于河面60cm~80cm终止捶击,开展接桩,再反复以上流安徽宣城 程直到做到建筑标高。若工程施工流程中发觉桩位歪斜(>1/100LL-钢桩长短),应立即更改或拔出来钢板桩再次工程施工;4)酸洗钝化无缝钢管桩基础埋深:越过河道10m,且一分钟敲打频次内下移量不超过5mm。二、接桩酸洗钝化无缝钢管桩桩身联接选用桩的身上下连接电焊焊接。焊接前,务必将一二节桩管形变毁坏一部分整修,上方桩管顶端的生锈\水或油渍泥渣,打磨抛光好电焊焊接口,使左右桩专业对口空隙为2~4mm,与此同时选用双层焊,焊好各层焊接后,立即焊疤,并且做好外型查验,各层焊接均应分开,与此同时在桩周加焊挡块,以加强左右节桩联接。电焊焊接完成后务必制冷超过5min,再开展捶击桩基施工。三、焊桩盖



