




不要错过这部精心制作的无缝钢管,Q355B方管品质优良产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:无缝钢管,Q355B方管品质优良的图文介绍

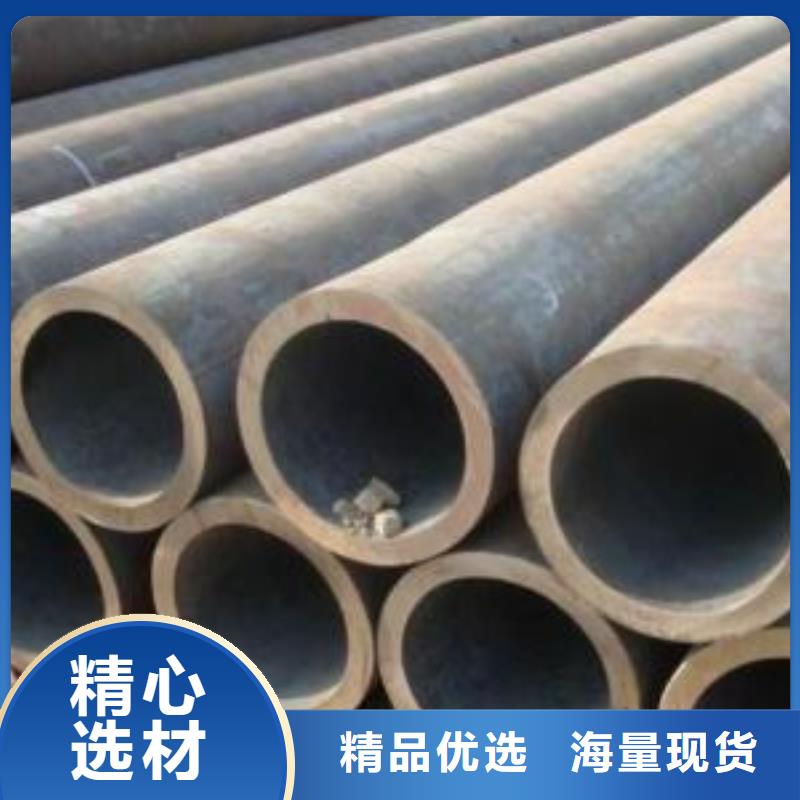
无缝钢管如今运用的领域真的是很广泛的,比方在修建方面,运输方面等等,之所以无缝钢管能够这样被很多的运用,一定是有钢管自身的长处以及优点。比起曾经运用的那种一般钢管,无缝钢管采用了一系列的高科技的制造技术,然后才有了无缝钢管过硬的质量。对于焊管大家都很熟悉。今天给大家介绍无缝钢管和焊管的区别到底在哪里?
首先:主要的就是他们的成型工艺不同。普通的钢管,比如自来水水管,一般是通过将平板材经折弯后焊接起来的,这种工艺比较简单粗糙,成品加工后可以在上面发现一条焊缝。而无缝钢管一般是将熔融状态的钢水通过环形狭缝积压出来后再经拉伸等处理工艺成型,在这种工艺下就没有焊缝。
在性能上,无缝钢管在承压能力上较普通钢管有很大提高,所以经常被用于高压设备使用。如液压设备的管路连接等。而普通钢管的焊缝部位是其薄弱环节,焊缝质量也是影响其整体性能的主要因素。


钢管与其他材质管道相比,在硬度、抗压能力方面,都有着一定优势。但就是在几年以前,很多会使到,管道系统行业,都没有将钢管,作为主要管道材料,这是为什么呢。这是因为钢管,虽然有着很多方面优势,但也是有着,一个非常明显劣势。
2018年大部分时间钢管市场都保持低迷,小和中钢管需求也将受到建筑业、汽车业和金属制品行业低迷影响。汽车和机械产量放缓也将限制了对无缝钢管、精密无缝钢管需求。不少人认为国外几个大管道项目基本上都与于今年下半年启动,这将拉动大无缝钢管需求。
管道运输是一种全新运输方式,更为,所投入需要成本相对而言也会比较低,所以,可以说管道运输作为石和天然气运输主流方式,优势是显而易见,也正是因为如此,无缝钢管才能在短时间内成为管道运输材料,这种类管道质量过硬,连接方便。
那就是普通钢管,对于使环境,有着一定要求。比如说在一些锅炉、以及燃烧室当中,都需要管道系统,将燃料输送进去。而在这些地方,由于燃料燃烧,温度会非常高。即使钢管本身,熔点就比较高,也有可能无法,适如此高温度。
2018年大部分时间钢管市场都保持低迷,小和中钢管需求也将受到建筑业、汽车业和金属制品行业低迷影响。汽车和机械产量放缓也将限制了对无缝钢管、精密无缝钢管需求。不少人认为国外几个大管道项目基本上都与于今年下半年启动,这将拉动大无缝钢管需求。
管道运输是一种全新运输方式,更为,所投入需要成本相对而言也会比较低,所以,可以说管道运输作为石和天然气运输主流方式,优势是显而易见,也正是因为如此,无缝钢管才能在短时间内成为管道运输材料,这种类管道质量过硬,连接方便。
那就是普通钢管,对于使环境,有着一定要求。比如说在一些锅炉、以及燃烧室当中,都需要管道系统,将燃料输送进去。而在这些地方,由于燃料燃烧,温度会非常高。即使钢管本身,熔点就比较高,也有可能无法,适如此高温度。



硕鑫钢管有限公司地处开发区高速口,本公司是集生产加工经营于一体的大型企业,本公司常年销售 福建泉州Q355D无缝方管。公司成立以来深受诸多单位的支持与信赖,现已评为“信誉单位”、“重合同单位”。公司与各大厂商长期合作,进货渠道稳定、资金雄厚,赢得新老客户的信赖,“经营方式灵活,为客户服务,为单位解难。”质量优,价格合理,我单位凭借良好的信誉,完善的服务、充足的货源在国内同行业中有口皆碑!


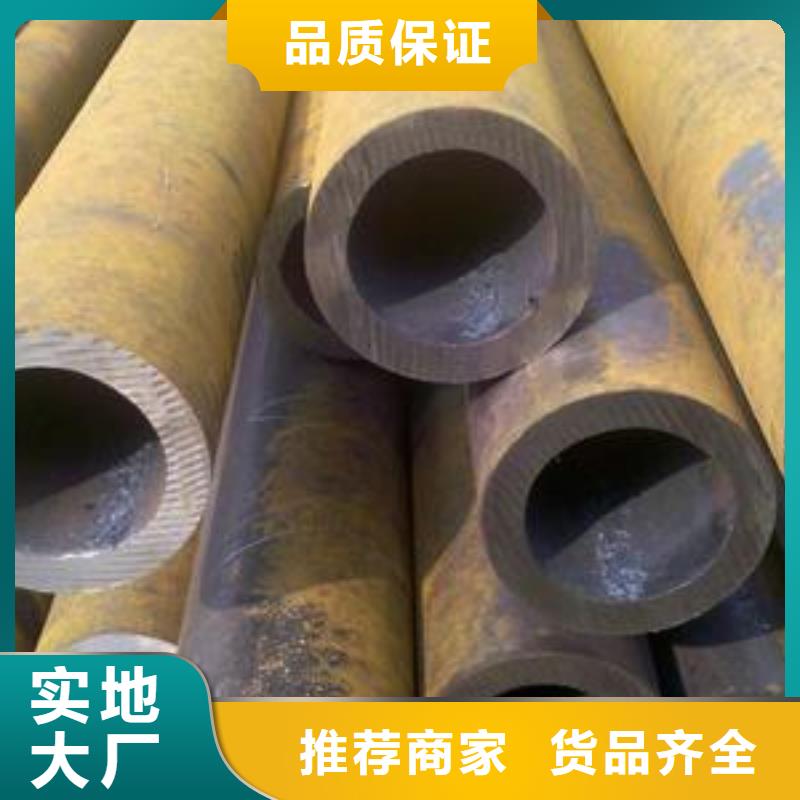
初步整圆阶段27simn无缝钢管圆度的控制
设备简单且效率更高,初步整圆阶段27simn无缝钢管圆度的控制 27simn无缝钢管扩径是一种利用液压或机械方式从钢管内壁加力使钢管沿着径向向外扩胀成型的压力加工工艺。机械方式比液压方式。世界上 进的几条大口径27simn无缝钢管制管线扩径工序都被采用,其工艺为:机械扩径利用扩径机端部的分瓣的扇形块沿径向扩张,使管坯沿长度方向以步进方式,分段实现全管长塑性变形的过程。分为5个阶段 1初步整圆阶段。扇形块打开直到所有扇形块都接触到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。2名义内径阶段。扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。3弹复补偿阶段。扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是无缝方管工艺设计要求的弹复前钢管内圆周位置。4保压稳定阶段。扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压稳定阶段。5卸荷回归阶段。扇形块从弹复前钢管内圆周位置开始迅速回缩,直到抵达初始扩径的位置,这是扩径工艺要求的扇形块小收缩直径。实际应用中,工艺简化中,23步骤可以合并简化,这对钢管的扩径质量没有影响。
设备简单且效率更高,初步整圆阶段27simn无缝钢管圆度的控制 27simn无缝钢管扩径是一种利用液压或机械方式从钢管内壁加力使钢管沿着径向向外扩胀成型的压力加工工艺。机械方式比液压方式。世界上 进的几条大口径27simn无缝钢管制管线扩径工序都被采用,其工艺为:机械扩径利用扩径机端部的分瓣的扇形块沿径向扩张,使管坯沿长度方向以步进方式,分段实现全管长塑性变形的过程。分为5个阶段 1初步整圆阶段。扇形块打开直到所有扇形块都接触到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。2名义内径阶段。扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。3弹复补偿阶段。扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是无缝方管工艺设计要求的弹复前钢管内圆周位置。4保压稳定阶段。扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压稳定阶段。5卸荷回归阶段。扇形块从弹复前钢管内圆周位置开始迅速回缩,直到抵达初始扩径的位置,这是扩径工艺要求的扇形块小收缩直径。实际应用中,工艺简化中,23步骤可以合并简化,这对钢管的扩径质量没有影响。



