您的位置>首页 >长沙当地今日热点 >
MPP电力管_衬胶管道行业优选
更新时间: 2025-01-26 17:51:19 浏览次数:24
以下是:MPP电力管_衬胶管道行业优选的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 产地 | 河南洛阳 |
|---|
| 规格 | 齐全 |
|---|
| 材质 | MPP |
|---|
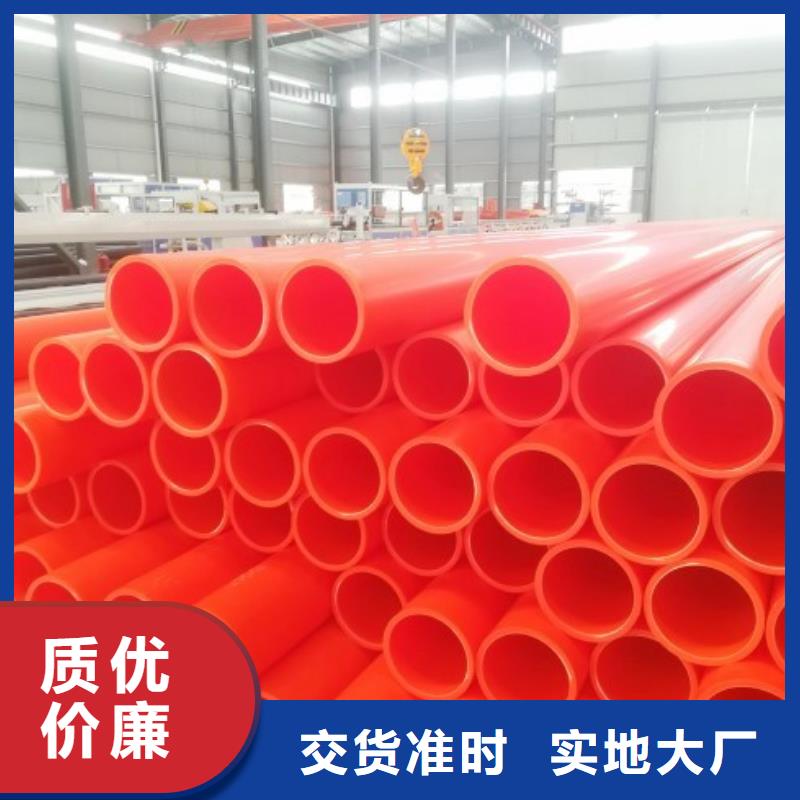
| 颜色 | 橘黄色 |
|---|
| 用途 | 电线护管 |
|---|
| 连续使用温度 | 0-55C° |
|---|
| 货号 | 012 |
|---|
| 压力 | 1.0(Mpa) |
|---|
以下是:MPP电力管_衬胶管道行业优选的图文视频
导读 MPP电力管_衬胶管道行业优选,中雄管业有限公司专业从事MPP电力管_衬胶管道行业优选,联系人:薛经理,电话:15517928512、15517928512,QQ:1071751419,发货地:洛阳宜阳产业集聚区发货到湖南省 长沙市 芙蓉区、天心区、岳麓区、开福区、雨花区、望城区、宁乡市、浏阳市,以下是MPP电力管_衬胶管道行业优选的详细页面。 湖南省,长沙市 长沙市位于中国华中地区,湖南省东部偏北,湘江下游和长浏盆地西缘,介于北纬27°51′~28°40′、东经111°53′~114°15′之间,属亚热带季风气候,气候温和,降水充沛。长沙市是中国(大陆)国际形象城市、东亚文化之都、世界“媒体艺术之都”。打造了“电视湘军”、“出版湘军”、“动漫湘军”等文化品牌。长沙有高校58所,独立科研机构97家,两院院士52名,工程技术研究中心14家,重点工程实验室15个;有杂交水稻育种、“天河”超级计算机、国内首台3D烧结打印机等科研成果。
想知道MPP电力管_衬胶管道行业优选产品的独特魅力吗?我们为您准备的视频将带您亲身体验,让您感受到产品的无限魅力。
以下是:MPP电力管_衬胶管道行业优选的图文介绍



中雄管业有限公司秉承“质量赢得顾客,信誉创造效益,真诚为客户创造价值!”的经营理念,在竞争激烈的 湖南长沙MPP电力管道行业中与您共同发展,共谋大业!

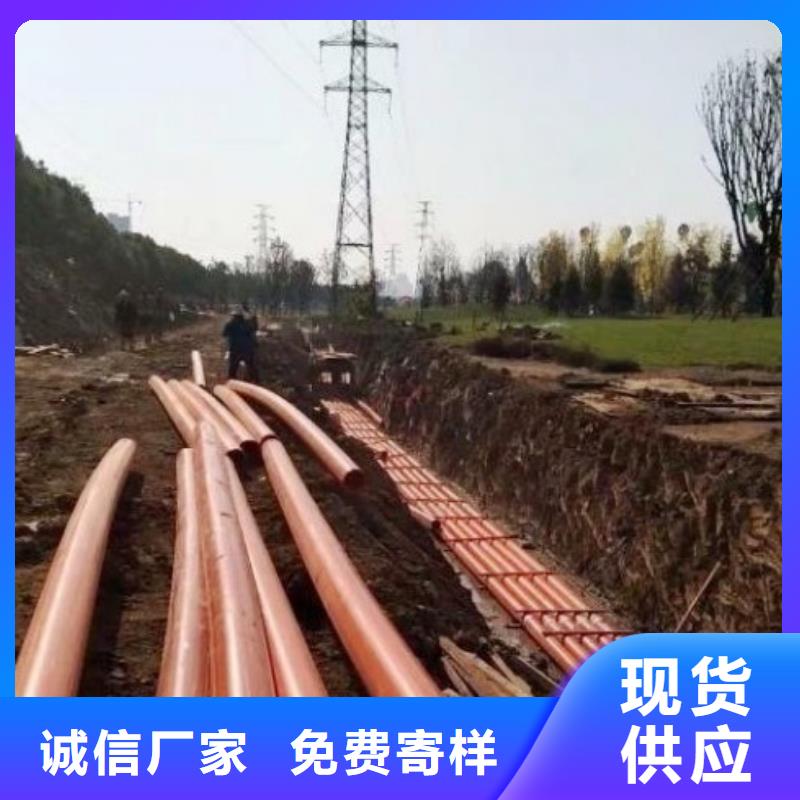
MPP电力管道施工方法
MPP管材采用热熔对接方式连接,该方法经济可靠,其接口在承拉和承压时的强度不比管材本身强度差,热熔连接温度:230℃左右。使用该方法时,设备仅需热熔对接机。
热熔对接机制作步骤如下:
1、将待连接的管材置于焊机夹具上并夹紧
2、清洁管材链接端,并铣削连接面
3、校直两对接件,使其端面错位量不大于壁厚的5%
4、放入已升温到230℃的加热板加热管材的两个端面
5、加热完毕,取出加热板,迅速接合管材的两个加热面,升压到热熔压力并保压冷却


2、MPP电力管端面铣平
(1)将机架后退到较后方,置入铣刀,先打开铣刀电源开关,然后合拢管材两端,并加以适当的应力,直到两端有连续的切屑出现后,(切屑厚度为0.5~10mm,通过调节铣刀片的高度可调节切屑厚度)略等片刻,再退开活动架,关闭铣刀电源;
(2)取出铣刀,合拢两端,检查两端对齐情况:管材两端的错位量不能超过壁厚的10%,通过调整管材直线度和松紧卡瓦予以改善;管材两端面间的间隙也不能超过0.3mm(de225mm)以下、0.5mm(de225mm~400mm),如不满足,应再次铣削,直到满足为止。
注:把管材焊接部分的氧化层铣切掉(较大切削厚度为0.5mm)。管的两端面正好平行(较大偏离为0.3mm)管端的偏心不能大于0.5mm。(注意:管端不能接触弄脏,而且要立刻焊接。)



总结 选购MPP电力管_衬胶管道行业优选来湖南省长沙市找中雄管业有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:薛经理-15517928512,{QQ:1071751419},地址:[宜阳产业集聚区]。