





我们的【异型管】镀锌空心管重信誉厂家视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:【异型管】镀锌空心管重信誉厂家的图文介绍

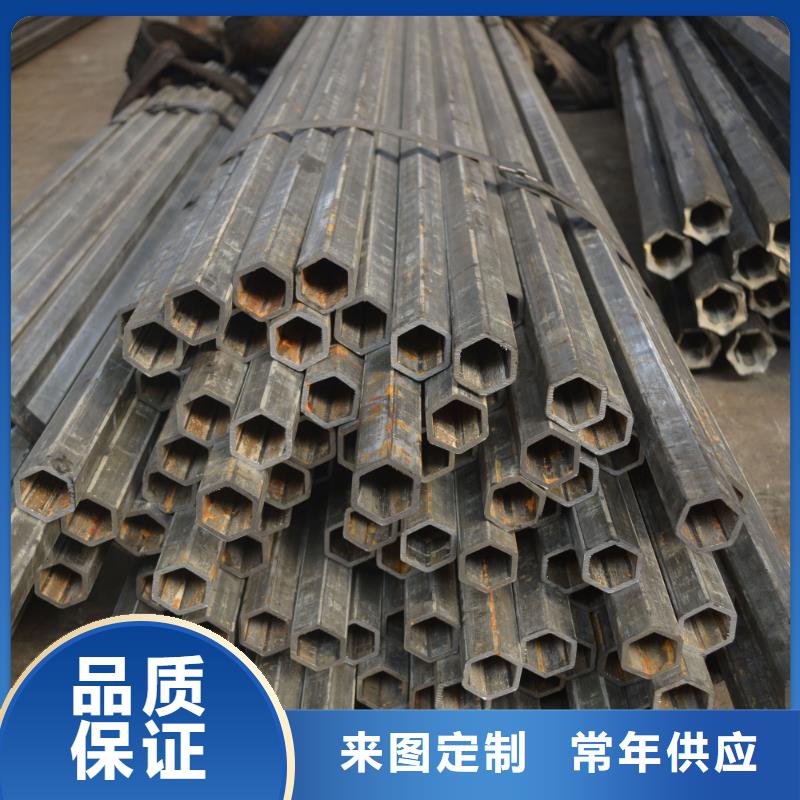
广西玉林异型管粗糙的研磨和机加工。研磨和机加工都会造成表面粗糙,留有凹槽,重叠和毛刺等缺陷。每种缺陷也可能使金属表面损伤到一定深度,以至于受损伤的金属表面无法通过酸洗,电抛光或喷丸等方法清理掉。粗糙表面能够成为发生腐蚀和沉积生成物的发源地,椭圆管重焊前清理焊缝缺陷或多余的焊缝加强高都不能用粗磨进行研磨。对后一种情况,应再用细磨料研磨。
广西玉林异型管焊接引弧斑痕。椭圆管焊工在金属表面引弧时,会造成表面粗糙缺陷。保护膜受损,椭圆管留下潜在的腐蚀源。焊工应在已经焊好的焊道上或在焊缝接头的侧边引弧。然后将引弧痕迹熔入焊缝中。
广西玉林异型管焊接飞溅。焊接飞溅与焊接工艺有很大关系。例如:GTAM(气体保护钨极电弧焊)或TIG(惰性气体保护钨极焊)没有飞溅。但是,采用GMAW(气体保护金属电弧焊)和FCAW(带焊剂芯的电弧焊)两种焊接工艺时如果焊接参数使用不当会造成大量飞溅。出现这种情况时,必须调整参数。如果要解决焊接飞溅的问题,焊接前应在接头的每一边涂上防溅剂,这样可以飞溅物的附着力。椭圆管焊完后可以很容易地将这种防溅剂及各种飞溅物清理掉,可不损伤表面或带来轻微损伤。


广西玉林异型管气体保护焊是利用外加气体作为保护介质的一种电弧焊的方法,异型管采用气体保护焊具有以下特点:(一)焊接过程操作方便,没有熔渣或很少有熔渣,焊后基本上蒙不需清渣;(二)气体保护焊电流密度大、弧光强、温度高,且在高温电弧和强烈的紫外线作用下产生高浓度有害气体,所以特别要注意通风;(三)有利于异型管焊接过程的机械化和自动化,特别是空间位置的机械化焊接;(四)引弧所用的高频振荡器会产生一定强度的电磁辐射,接触较多的焊工,会引起不适症状;(五)在室外作业焊接异型管时,需设挡风装置,否则气体保护效果不好,甚至很差;(六)电弧和熔池的可见性好,焊接过程中可根据熔池情况调节焊接参数;(七)电弧在保护气流的压缩下热量集中,焊接速度较快,熔池较小,热影响区窄,异型管焊后变形小。



广西玉林异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
广西玉林异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
广西玉林异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
广西玉林异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
广西玉林异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
广西玉林异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
广西玉林异型管焊嘴与异型管间的距离以15-25mm为宜。


乐道精密钢管厂家有限公司经过几年的风雨历程和艰苦创业,由小到大,由弱到强,以质量求生存,靠诚信广交朋友,重视技术进步,大力开发新 广西玉林蘑菇管产品,形成了具有自我经营特色的系列产品和品牌优势。
公司产品销售全国二十多个省(市)自治区,无论是现在还是将来,我们都将以完美的 广西玉林蘑菇管服务赢得大家的信任,我们将始终保持着“品质优越、诚信为本”的理念,以先进的管理理念,科学系统的管理方法,灵活的机制,不断创新,与时俱进,继续为大家提供高质服务,乐道精密钢管厂家有限公司热忱欢迎大家光临指导。


