


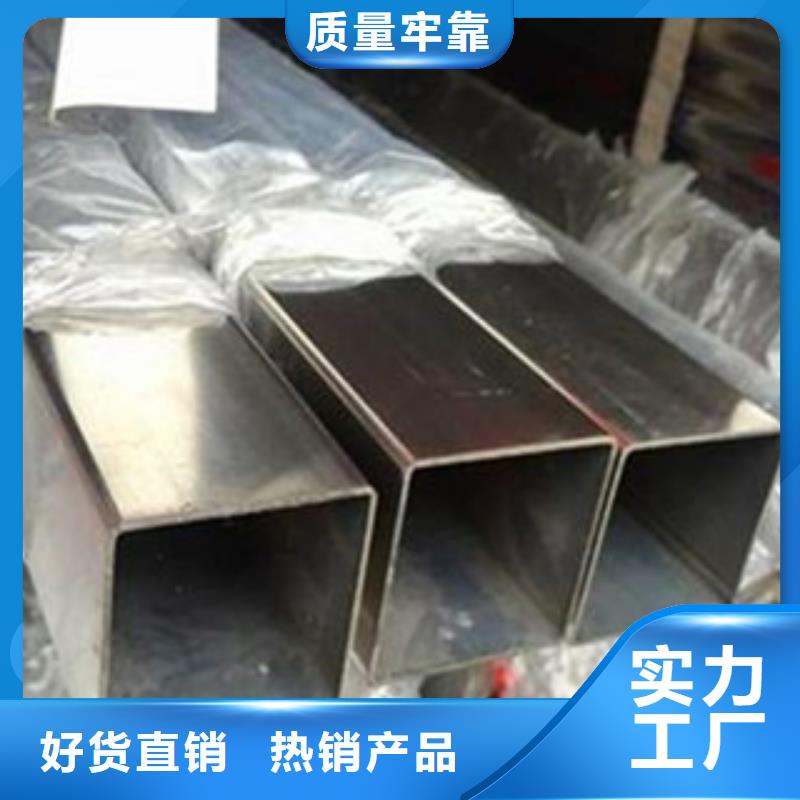

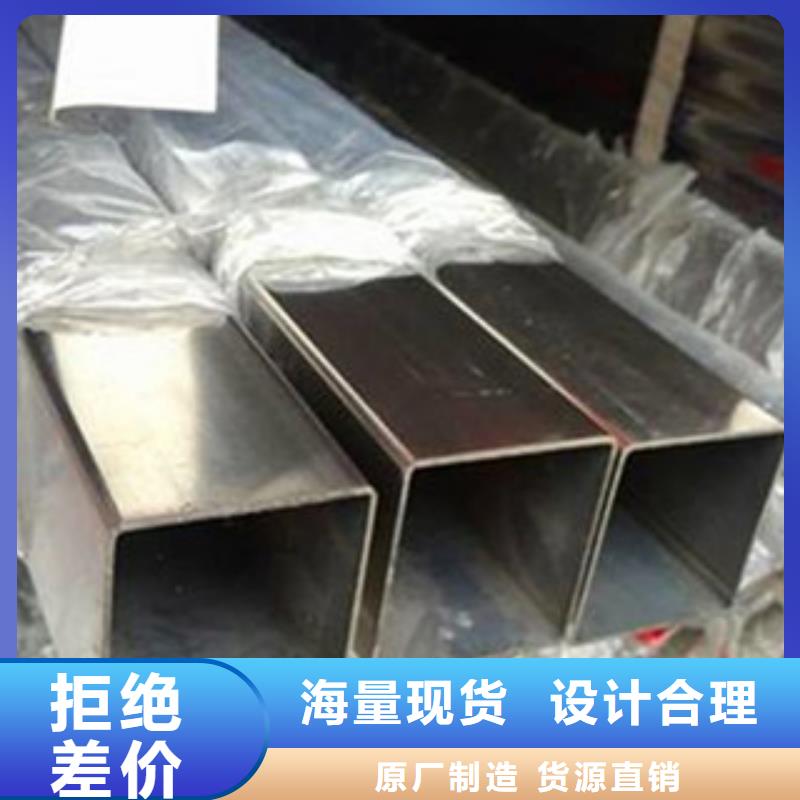



不锈钢(装饰/工业)管材质及规格:SUS 304, 304L, 316L,321,201,
1.圆管:φ1~1200mm 厚度:0.15~12.0mm
2.方管:5*5~150*150 mm 厚度:0.4~6.0 mm
3.矩管:5*10~125*200 mm 厚度:0.4~6.0 mm
4.椭圆管:15*30-147*280mm厚度:1.0-5.0mm
5.平椭管:15*25-63*213mm 厚度:1.0-5.0mm
可定做各种异形管,如扶梯管,拱形管,六角管,扇形管,梅花管,陵形管, 拉手管等。



盛世东和金属材料销售有限公司主要生产经营: 河南三门峡不锈钢装饰管我公司为使产品更加符合客户需求,公司实行一套完整标准的售前,售中,售后服务。公司为客户提供定制化服务。我们公司始终遵循“质量为主,客户至上,诚信为本”的经营理念。致力于提供高品质的产品,完善的售后服务,快捷的供货。无论您身处何方,都能感受到我们专业技术人员迅捷优良的服务。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电垂询。
【不锈钢管-304不锈钢管专心专注专业】


主要考虑的是所要求的审美标准,所在地大气的腐蚀性以及要采用的清理制度,然而,其它应用越来越多的只是寻求结构的完整性或不透水性,例如,工业建筑的屋顶和侧墙,在这些应用中,物主的建造成本可能比审美更为重要.
但对氧化性介质(铁,铜离子)却非常敏感,50ppm的铁离子已经足已让B系列合金抗腐蚀能力有明显下降,B系列合金由于它性能的特殊性,应用相对比较集中,其中主要的就是醋酸生产(羰基合成法),还有一些硫酸回收系统中也用到该系列合金.



不锈钢无缝管的制造工艺
1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
2.冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。

