您的位置>首页 >襄阳当地产品新闻 >
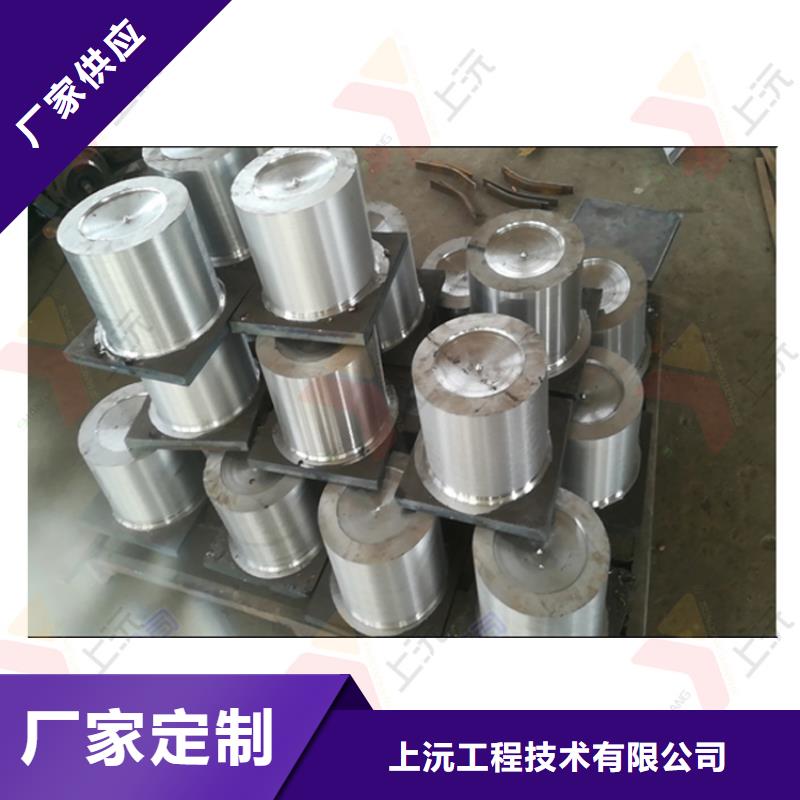
万向支座滑动支座定制销售售后为一体
更新时间: 2024-12-23 08:47:04 浏览次数:5
以下是:万向支座滑动支座定制销售售后为一体的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 产地 | 河北 |
|---|
| 品牌 | 上沅 |
|---|
| 型号 | 多种 |
|---|
| 规格 | 齐全 |
|---|
| 材质 | Q345C |
|---|
| 颜色 | 灰色/橘黄 |
|---|
| 加工方式 | 机加工 |
|---|
以下是:万向支座滑动支座定制销售售后为一体的图文视频
导读 万向支座滑动支座定制销售售后为一体,上沅工程技术有限公司为您提供万向支座滑动支座定制销售售后为一体的资讯,联系人:张先生,电话:0318-2053171、15531817391,QQ:402322585,发货地:衡水龙熙顺景A区3号楼发货到湖北省 襄阳市 襄城县、樊城区、襄州区、南漳县、谷城县、保康县、老河口市、枣阳市、宜城市。 湖北省,襄阳市 襄阳位于长江支流汉江的中游,是鄂、豫、渝、陕毗邻地区的中心城市。襄阳市的发展肇始于周宣王封仲山甫(樊穆仲)于此,从荆州牧刘表徙治襄阳始襄阳历来为府、道、州、路、县治所。襄阳市是历史文化名城,是省域副中心城市、汉江流域中心城市、长江中游城市群成员之一,三线城市,国务院批复确定的湖北省新型工业基地和鄂西北中心城市。襄阳市是全国铁路运输网的重要枢纽,境内襄阳北站是全国前三、全省的铁路货运特等编组站,是华北、中南、西南车流集散的重要站点;襄阳东站是全国地级市中一次性建成规模的高铁客运站,是“八纵八横”高速铁路网的超大型枢纽节点。
不要犹豫,花一分钟时间观看我们的万向支座滑动支座定制销售售后为一体产品视频吧!您将发现更多令人赞叹的细节和优势,为您的购买决策提供有力参考。
以下是:万向支座滑动支座定制销售售后为一体的图文介绍

上沅工程技术有限公司的诚信、实力和 湖北襄阳橡胶支座产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。


支座的技术性能:1、支座竖向承载力分34级:1000、1500、2000、2500、3000、3500、4000、4500、5000、5500、6000、 7000、8000、9000、10000、12500、15000、17500、20000、22500、25000、27500、30000、 32500、35000、37500、40000、45000、50000、60000、70000、80000、90000、100000kN;也可根 据用户要求进行特殊规格的设计、制造。2、设计转角:0.02rad。3、支座可承受的水平力:GD固定支座各向、DX单向活动支座的限位方向向,为支座设计竖向承载力的10%。多向活动(DX)支座各向、DX单向活动支座活动方向的设计水平力为支座竖向设计承载力的5%。



支座施工钢网架平面安装:1)放球:将己验收的焊接球,按规格、编号放入安装节点内同时应将球调整好受力方向与位置。一般将球水平中心线的环形焊缝置于赤道方向。有肋的一边在下弦球的上半:2)放置杆件:将备好的杆件,按规定的规格布置钢管杆件放置杆件前,应检查杆件的规格、尺寸,以及坡口、焊缝间隙将杆件放置在二个球之间,调整间隙,点固。3)平面网架的拼装应从中心线开始,逐步向四周展开,先组成封闭四方网格,控制好尺寸后,再拼四周网格,不断扩大。注意应控制累积误差,一般网格以负公差为宜。4)平面网架焊接,焊接前应编制好焊接工艺和网接顺序,防止平面网架变形。5)平面网架焊接应按焊接工艺规定,从钢管下侧中心线左边20—30mm处引弧,向右焊接,逐步完成仰焊、主焊\爬坡焊、平焊等焊接位置。6)球管焊接应采用斜锯齿形运条手法进行焊接,防止咬肉。7)焊接运条到圆管上侧中心线后,继续向前焊20-30mm处收弧。8)焊接完成半圆后,重新从钢管下侧中心线右边20-30mm处反向起弧,向左焊接,与上述工艺相同,到顶部中心线后继续向前焊接,填满弧坑,焊缝搭接平稳,以保证焊缝质量。

上沅工程技术有限公司

总结 您是想要在湖北省襄阳市采购高质量的万向支座滑动支座定制销售售后为一体产品吗?上沅工程技术有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的万向支座滑动支座定制销售售后为一体产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:张先生-15531817391,QQ:402322585,地址:《龙熙顺景A区3号楼》。