

想要知道国标球墨铸铁管耐腐蚀产品如何?看视频就知道!看视频,选产品更明智!
以下是:国标球墨铸铁管耐腐蚀的图文介绍


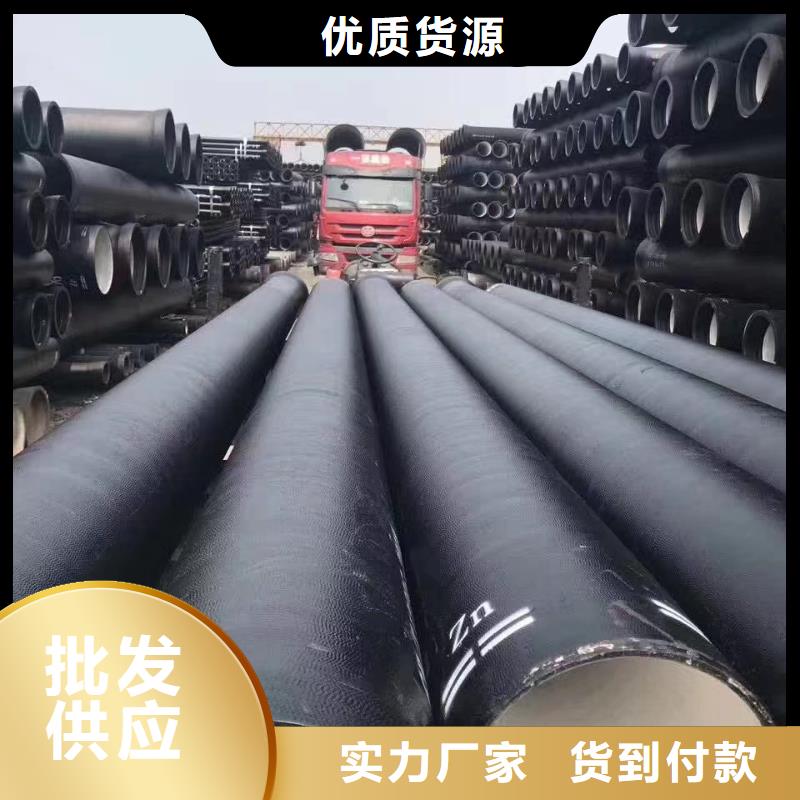
球墨铸铁是通过球化和孕育处理得到球状石墨,有效地增强了铸铁的机械功能,特别是加强了塑性和耐性,从而得到比碳钢还高的强度。球墨铸铁已迅速发展为仅次于灰铸铁的、使用十分广泛的铸铁材料。1.严格要求化学成分,对原铁液要求的碳硅含量比灰铸铁高,减少了球墨铸铁中锰,磷,硫的含量。2.铁液出炉温度比灰铸铁更高,以补偿球化,孕育处理时铁液温度的损失。3.进行球化处理,即往铁液中添加球化剂。4.加入孕育剂进行孕育处理。5.球墨铸铁流动性较差,收缩较大,因而需求较高的浇注温度及较大的浇注系统尺寸,合理使用冒口,冷铁,选用次序凝结的原则。6.进行热处理。(1)退火。得到铁素体基体,增强塑性、耐性,应力,改进切削功能。(2)正火。得到珠光体基体,增强强度和耐磨性。(3)调质。取得回火索氏体的基体组织,以及良好的综合力学功能,如主轴、曲轴、连杆等。(4)等温淬火。 球墨铸铁型材使外形复杂且综合性能要求高的零件取得下贝氏体的基体组织,以及高强度、高硬度、高耐性等综合力学功能,防止热处理时发生开裂,如主轴、曲轴、齿轮等。球墨铸铁型材已成功地用于铸造一些受力复杂,强度、耐性、耐磨性要求较高的零件,山东飞翔球墨铸铁型材规格齐全, 价格优惠。



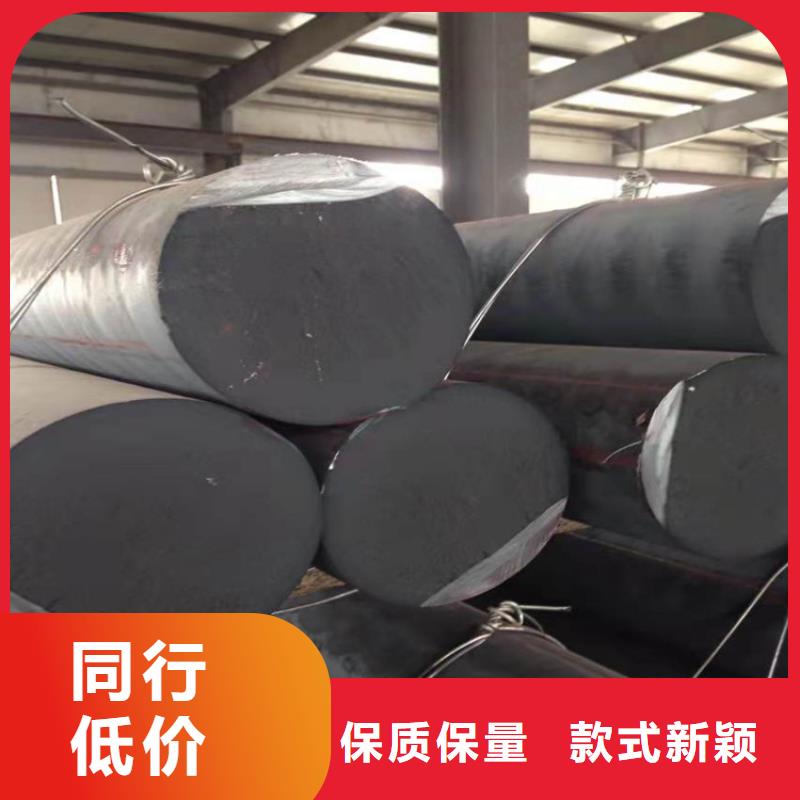
对影响铸态铁素体球墨铸铁型材质量的因素,分析了QT450-10球墨铸铁棒铁素体球墨铸铁件铸态率低的原因,通过调整化学成分、改进二次孕育、降低铁液w(S)量、适当降低球化剂w(Mg)量、延长铸件冷却时间、控制薄壁件的过冷倾向及加强过程控制等方面对工艺进行改进,结果显示:铸态率提高到98%以上,铸态球墨铸铁抗拉强度可达到460~480 MPa,超过了退火件的抗拉强度(410~430 MPa),提高了铸件力学性能.铸态率的提高,不仅降低了生产成本,还缩短了生产周期,减轻了工作量,提高了生产效率.



飞翔铸业有限公司自成立以来,非常注重创新和研发的投入,为拓展思路,公司大量收集、整理各地需求信息外,不断为 江西新余柔性铸铁排水管产品发展注入新的活力。


球墨铸铁型材是一种高强度铸铁材料,其归纳功能挨近于钢,正是根据其优异的功能,已成功地用于铸造一些受力复杂,强度、耐性、耐磨性要求较高的零件。球墨铸铁已迅速发展为仅次于灰铸铁的、运用非常广泛的铸铁资料。所谓“以铁代钢”,主要指球墨铸铁。 球墨铸铁件的功能挨近碳钢,但它铸造功能好容易成型,加工功能优于铸钢,比钢更耐热、耐蚀、耐磨。 球墨铸铁的抗拉强度、塑性和耐性要比碳钢低。尽管球墨铸铁的机械功能不如钢,但由于石墨的存在,却赋予球墨铸铁许多为钢所不及的功能。如杰出的耐磨性、高消振性、低缺口敏感性以及的切削加工功能。此外,它的碳含量高,其成分挨近于共晶成分,因此它的熔点低,约为1200℃左右,铁水流动性好,由于石墨结晶时体积胀大,所以传送缩短率小,其铸造功能优于钢,因此通常选用铸造方法制成铸件运用,故称之为球墨铸铁。铸铁型材的特性铸铁型材不使用砂型或涂料等传统造型材料,所以连铸型材不会有因砂型铸造而引起缺陷.采用水冷石墨和铸件凝固时与保温炉内大量铁水相连,温度梯度较大,极大限度的减少了缩孔(松),组织细小致密,材料均匀性好



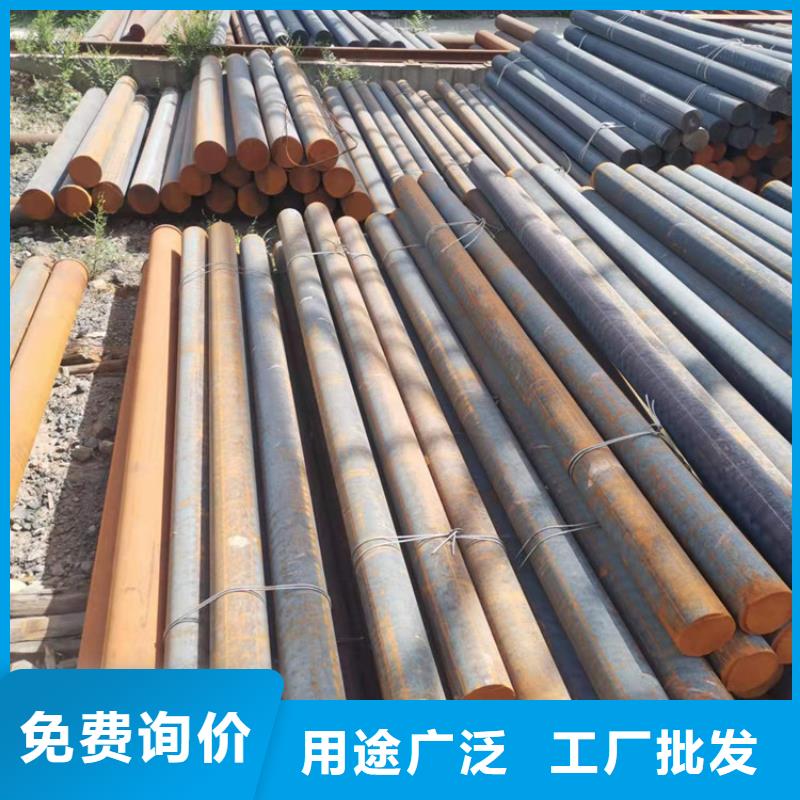
球墨铸铁型材可以焊接。焊接方法视铸铁棒的材质、复杂程度、缺陷类型和尺寸,以及切削加工和技术要求等来选择不同焊接方法。并按不同的焊接要求作焊前准备,如油污及夹砂、开坡口或预热等。焊接方法有气焊、钎焊、手工电弧焊、手工电渣焊。其中气焊分为热焊法、加热减应区法、不预热气焊;手工电弧焊分为冷焊、半热焊、不预热焊和热焊。铸铁棒焊接的应用:1、 铸造缺陷的焊接修复。采用焊接方法修复有缺陷的铸铁棒,由于焊接成本低,不仅可获得巨大的经济效益,而且有利于及时完成生产任务。2、已损坏的铸铁棒成品件的焊接修复。铸铁成品件在使用过程中会受到损坏,出现裂纹等缺陷,使其报废。若换新的不仅价格昂贵,而且需要很长时间,用焊接方法可以及时修复出现的裂纹。3、零部件的生产。指用焊接的方法将铸铁棒(主要是球墨铸铁棒)件与铸铁件、各种钢件或有色金属焊接起来而生产出零件

