


简约设计,不简单内涵。观看我们的【镀锌H型钢高频焊接H型钢畅销当地】产品视频,用少的话语传达真实的产品价值。
以下是:【镀锌H型钢高频焊接H型钢畅销当地】的图文介绍

阔恒兴旺国际贸易有限公司致力为客户提供更、更环保、规格更齐全、品类更、工艺更精湛的优质 辽宁TU00无氧铜。


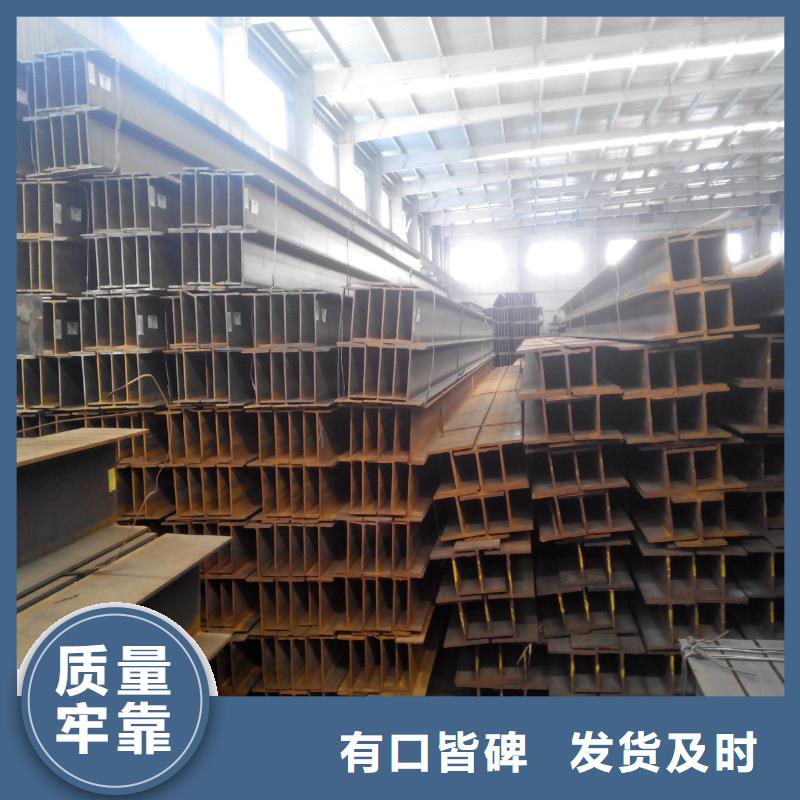
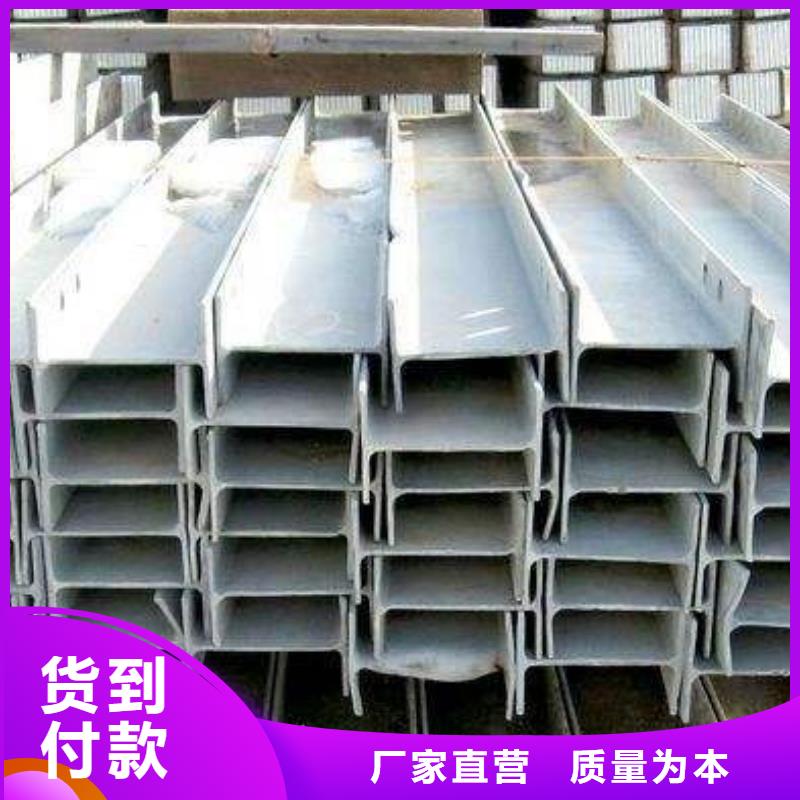
高频焊接H型钢,靠高频电流使金属部分本身熔化焊合,不必焊丝,焊剂。可高速连续出产,产值高,易完成机械化,主动化。 相同截面具有的截面功能。制造的高频焊H型钢截面能出产腹板厚度2.3~14mm、翼缘厚度3.2~114mm之间的H型钢,翼缘宽度50~350mm、腹板高度70~700mm.高频焊接薄壁H型钢出产线可出产多种规范产品,翼缘与腹板焊接可采纳不同钢号的资料。特别是能处理其它焊接难以操控的薄规范出产,可大幅节省钢材。一般原料为Q235B/Q345B,可根据客户要求制造Q345qd等特别原料焊接H型钢构件。后续加工:打孔/加筋板/除锈/油漆等,主焊缝等级:一级,二级,三级,供给第三方出具的探伤陈述。焊接H型钢加工制造工艺焊接工艺制造截面为H形得名,分为埋弧焊H型钢,埋弧焊H型钢选用工艺:钢板--主动分条--组立--主动埋弧焊--探伤--翼缘纠正--腹板纠正--端面加工--喷砂除锈--喷漆。



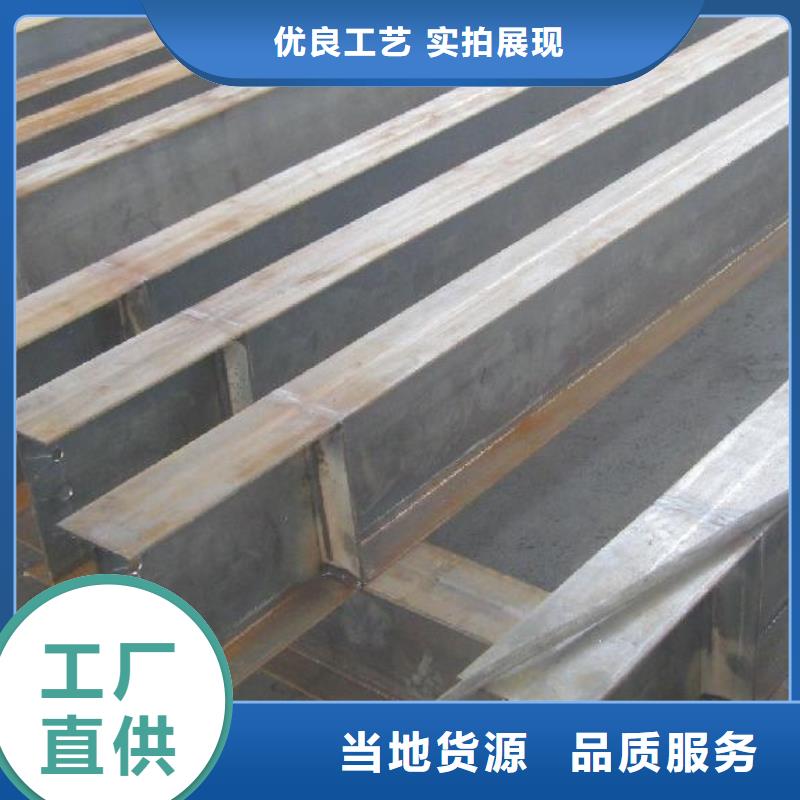
安装时保证成常见的表面成处于干燥状态,下雨天气应当避免。H型钢组立焊接H型钢在组立前应标出翼板中心线与腹板定位线,同时检查翼缘板、腹板编号、 材质、尺寸、数量的正确性,合格后方可进行组立。在H型钢自动组立机上进行组立时,先进行翼缘板与腹板的T型组立,并进行定位焊接。然后将T型与翼缘板组立成H型。组立时翼缘板的拼接缝与腹板拼接缝应错开200mm以上。H型钢进行胎架组装时,组装用的平台和胎架应符合构件装配的精度要求,并具有足 够的强度和刚度,组装前需经专职人员验收合格后才能使用。焊接H型钢组立时定位焊缝严禁出现裂纹或气孔,定位焊必须由持相应合格证的焊工施焊,所用焊接材料与正式施焊相同。定位焊需要预热时,预热温度应高于正式施焊预热 温度。


