





以下是我们上传的精密无缝管热轧无缝钢管高标准高品质实拍视频,您可以点击观看。
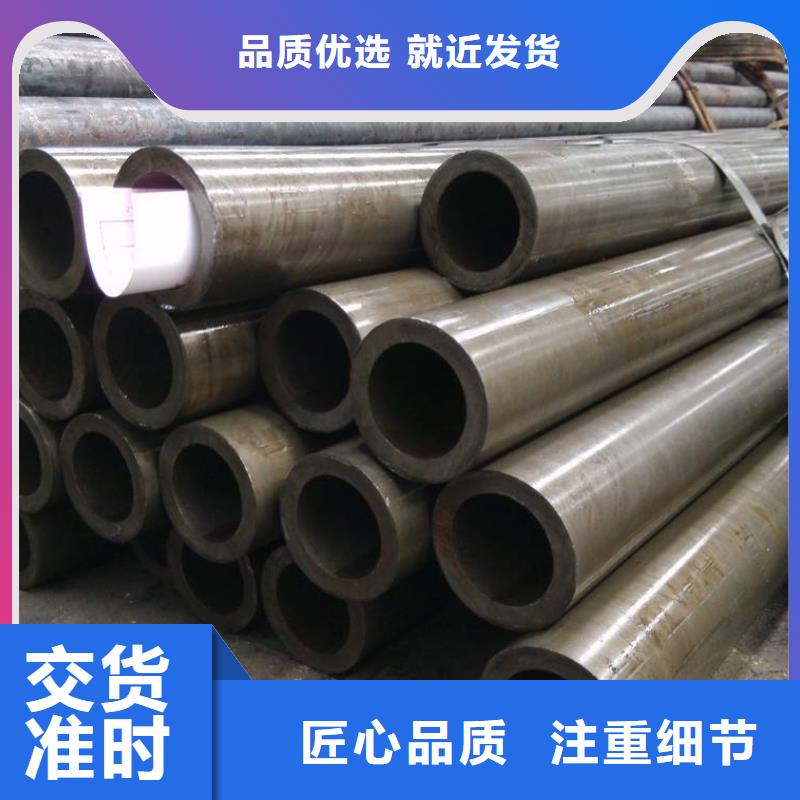
以下是:精密无缝管热轧无缝钢管高标准高品质的图文介绍


精轧管不同形变程度对硬度的影响取两块式样,一块用于研究不同形变程度对硬度的影响,另一块研究不同温度对性能的影响。 冷变形强化在实际生产中具有重要的意义。首先这是一种重要的强化材料的手段,尤其对用热处理不能强化的材料来说,显得更为重要。其次,冷变形强化有利于金属的变形均匀。因为无锡精轧管的变形部分产生硬化,将使变形向未变形或变形较少的部分继续发展。第三,冷变形强化可以提高构件在使用过程中的性,构件一旦超载,产生塑性变形,由于强化作用,可防止构件突然断裂。但是,冷变形强化也给无锡精轧管的继续变形带来困难,甚至出现裂纹。因此,在无锡精轧管变形和加工过程中常进行"中间退火",以它的不利影响。
热轧精轧管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
热轧精轧管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。



根据精轧管线能量的变化及时调节输出电压和精轧管速度。参数固定后一般不用调整精轧管间隙的控制将精轧管送入精轧管机组,经多道轧辊滚压,精轧管逐渐卷起,形成有开口间隙的圆形精轧管,调整挤压辊的压下量,使精轧管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,精轧管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,精轧管热量过大,造成精轧管烧损;或者精轧管经挤压、滚压后形成深坑,影响精轧管表面质量。
精轧管 的特点就是精密度高,而且不容易生锈。但是并不是说既然精轧管不容易生锈我们平常就不用管它了,直接把它放在一边就可以了。这样做就错了,因为如果精轧管平常不保养的话,它的使用寿命就会缩短,也会给我们精轧管厂带来不必要的损失。
如何对精轧管进行酸洗。对精轧管进行酸洗,在对精轧管进行酸洗时一都会用化学和电解两种方法,这两种方法可有将精轧管管道的氧化皮去除掉。之所以会将其分成两种方法进行原因是由于化学清洗只可以将表面清洁的非常彻底,对于一些细缝中就很难达到人们所想的结果了。


精轧管现货的资源是比较广泛的,生产的类型也是多种多样的,在各种的行业生产和相关的领域中都是发挥着比较重要地作用的,可以说是精轧管生产和加工的基地。精轧管在加工的时候是实行的是流水线加工的方式进行的,各种的流水线的加工以及生产中的过程是比较重要的,也是比较有顺序性的。
这种精轧管流水线设有压注转子(即制造模环的自动机)、装配转子(即带有固定浇口棒的机构的转台,台上装有浇口棒的定心和定位机构)和传送转子(即夹取模环并将其从压注转子转送到装配转子上的机械手)。压注转子、传送转子和装配转子按顺序同轴安装。装配后的模组用传送转子传送到同步装置上,然后用传送转子将模组悬挂在传送链上以便进行后续工艺操作。
传送转子由装在同一轴上的若干个机械手构成(数量视同步装置的工位数而定),机械手可水平和垂直地往返移动,同时还可作角度上的转动。为将待用的浇口棒装到装配转子上,在流水线中设有类似的同步装置和传送转子。
这种精轧管流水线设有压注转子(即制造模环的自动机)、装配转子(即带有固定浇口棒的机构的转台,台上装有浇口棒的定心和定位机构)和传送转子(即夹取模环并将其从压注转子转送到装配转子上的机械手)。压注转子、传送转子和装配转子按顺序同轴安装。装配后的模组用传送转子传送到同步装置上,然后用传送转子将模组悬挂在传送链上以便进行后续工艺操作。
传送转子由装在同一轴上的若干个机械手构成(数量视同步装置的工位数而定),机械手可水平和垂直地往返移动,同时还可作角度上的转动。为将待用的浇口棒装到装配转子上,在流水线中设有类似的同步装置和传送转子。



湖南自古以来在国内享有“【湖南27SiMn无缝钢管】之乡”之美誉。具有历史悠久,技术先进,管理完善,生产发达的【湖南27SiMn无缝钢管】行业。我们的【湖南27SiMn无缝钢管】产品则发展了这一优势,在积累了多年设计、制造的基础上,采用了新结构,新技术,新工艺和优质的【湖南27SiMn无缝钢管】材料,融拓金属材料有限公司的【湖南27SiMn无缝钢管】产品具有设计合理,价格优惠的特点。

