


我们为您呈现的PE给水管制造生产销售产品视频,旨在让您更直观地感受产品的各项功能和特点。请您抽出片刻时间观看
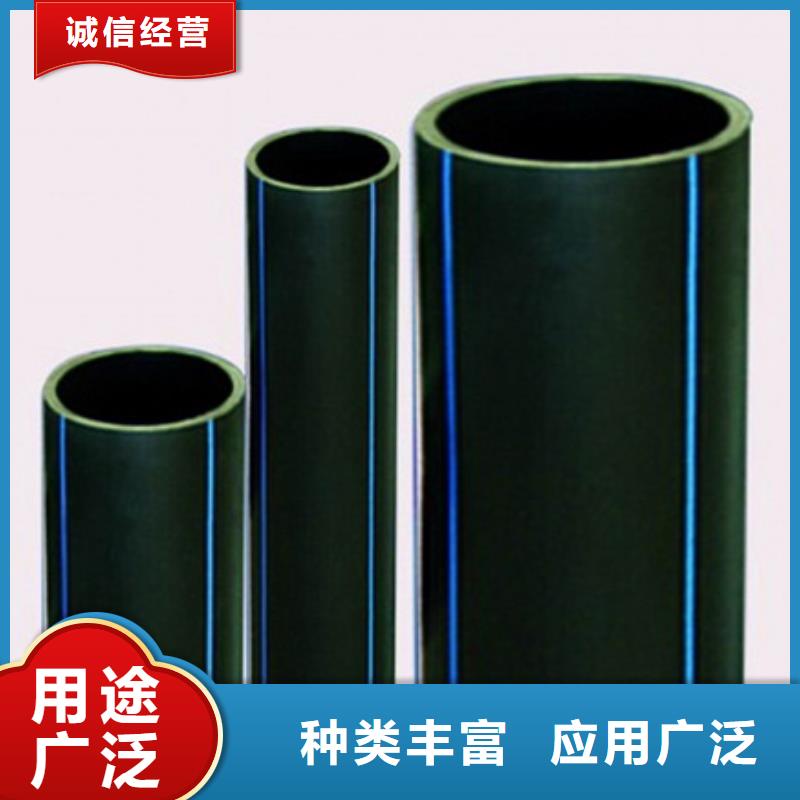
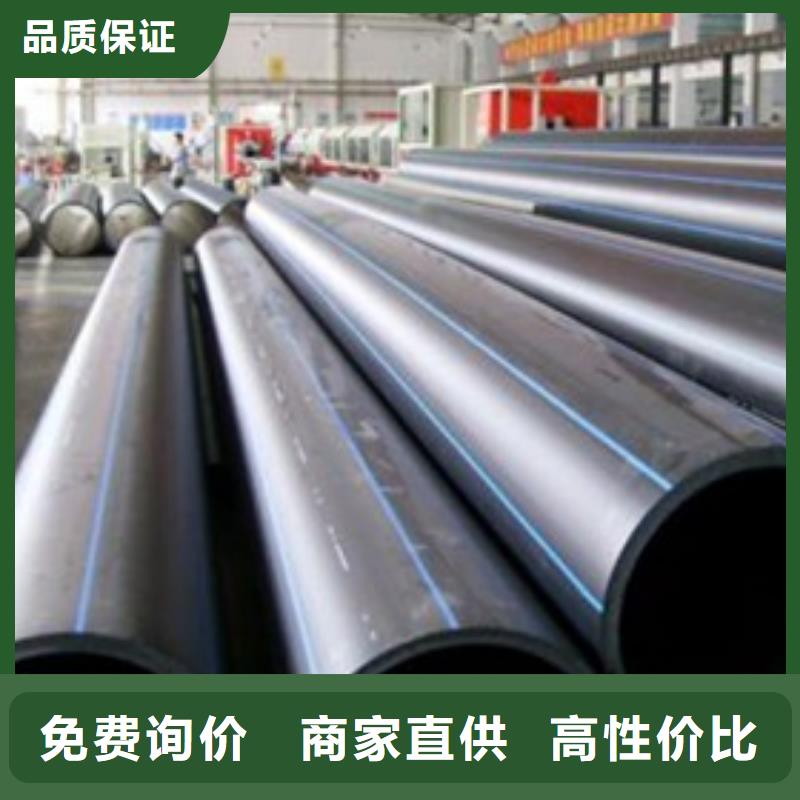
以下是:PE给水管制造生产销售的图文介绍
河北格栅管
日基科技发展有限公司
实力优品 品质保障 售后无忧


河北格栅管的详细介绍
极速发货 品种齐全

日基科技发展有限公司 河北格栅管产品用户覆盖全国,远销东北三省、内蒙、甘肃、云南、贵州、四川、两广等地区,在周边省份市场占有率达到60%以上,受到用户的好评。公司产品在国内 河北格栅管市场占有重要地位。公司贯彻“与时俱进、开拓进取、脚踏实地、勇攀新高”的企业方针,围绕“做精做大做强”的思路,在未来三年时间内,朝着1000w销售目标而奋斗。



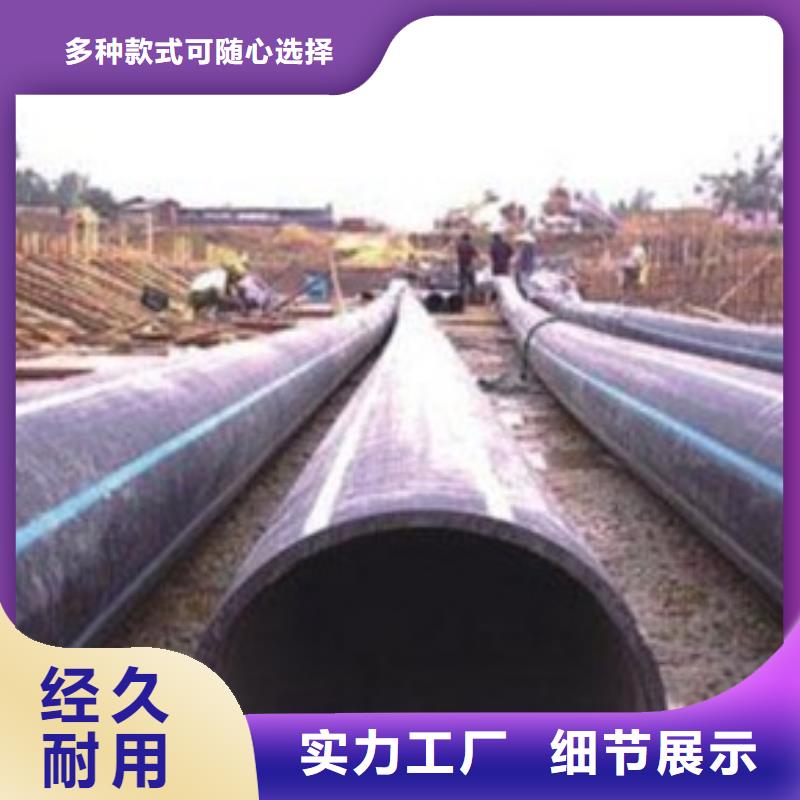
安装流程
同时加热管材、管件,然后承插(承插到位后待片刻松手,在加热、承插、冷却过程中禁止扭动;将热熔机模头加温至20左右;用管剪根据安装需要将管材剪断;自然冷却在管材待承插深度处标记号;施工完毕经试验压验收合格后投入使用材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。





