





为了让您更地了解我们的绕筋机不用钢筋弯曲中心交货准时,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:绕筋机不用钢筋弯曲中心交货准时的图文介绍


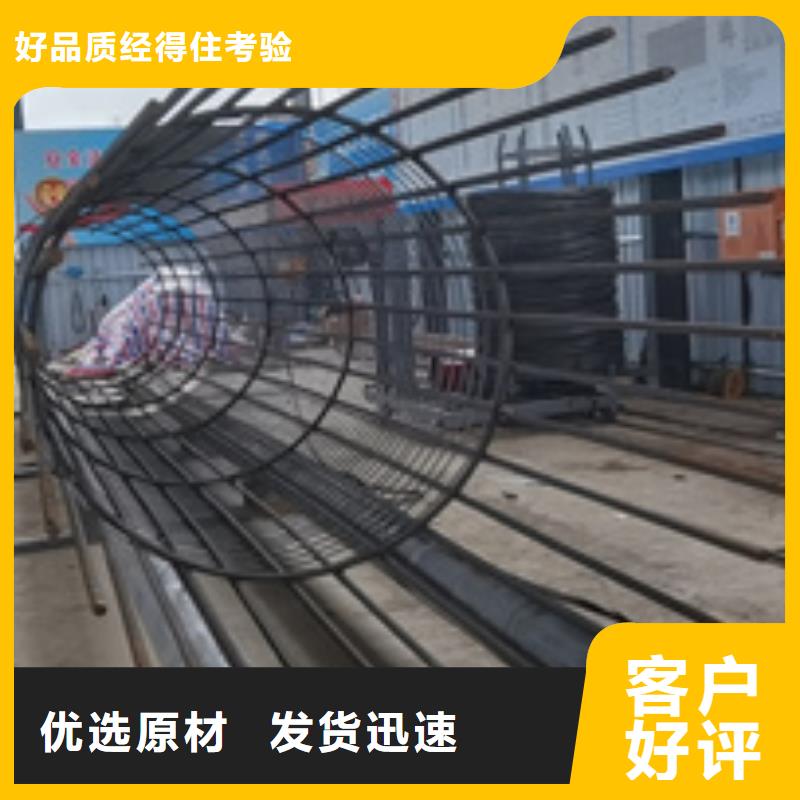
钢筋笼绕筋机特点:
1.速度快:待工状态2个可全程生产,正常工况3-6人 可生产10-20多节钢筋笼。
2.质量稳定:机械化作业不受人为因素影响,长时间工作可稳定质量不变。
3.适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产。
4.转运便捷:组合式设计使搬运、安装、生产等过程不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机动作业。
5.流水线形式:独立施工不受各工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程。
6.采用螺纹连接技术可精准定位,帮助提高钢筋笼分解、安装速度



建贸机械设备有限公司位于长葛市;公司专门从事 湖南益阳钢筋弯曲中心的研制与生产;建贸机械设备有限公司以“科学的理念、创新的思维、优质的产品、诚信的服务”为企业宗旨;遵循“自然、科学、”的研发理念,为客户提供的产品;建贸机械设备有限公司在重视产品质量的同时,也建立了一套集技术支持、的销售服务体系;努力把我们方便、快捷、周到的服务提供给每一个客户。1329845909013298459090


绕筋机优势特点:
1、设备自动化程度高,加工成型速度快。与普通人工成型相比,是人工制作的3~4倍
2、加工可靠:由于采用的是机械化作业,主筋、缠绕筋的间距均匀,精度高;由于采用机械的,盘筋与主筋缠绕紧密;先成型后加内箍筋,钢筋笼直径一致,可确保钢筋笼同心度。产品完全达到监理对机械化加工的钢筋笼基本规范要求。
3、加工成本大,完成同样任务量时,机械制作可节省人力3/4。
4、工人疲劳强度大,由于机械化作业,工人起辅助作用,施工形象大大
5、箍筋不需搭接,较之手工作业节省材料1%,降低了施工成本,由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。
1、设备自动化程度高,加工成型速度快。与普通人工成型相比,是人工制作的3~4倍
2、加工可靠:由于采用的是机械化作业,主筋、缠绕筋的间距均匀,精度高;由于采用机械的,盘筋与主筋缠绕紧密;先成型后加内箍筋,钢筋笼直径一致,可确保钢筋笼同心度。产品完全达到监理对机械化加工的钢筋笼基本规范要求。
3、加工成本大,完成同样任务量时,机械制作可节省人力3/4。
4、工人疲劳强度大,由于机械化作业,工人起辅助作用,施工形象大大
5、箍筋不需搭接,较之手工作业节省材料1%,降低了施工成本,由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。



绕筋机送料,调直结构设计,避免了以前钢筋笼制作中绕筋较软或较细时,绕筋在主筋上形成菱形而非圆弧形的弊病
滚焊机一般包括轨道架、滚焊装置、提供绑扎钢丝的供料架和牵引装置,其中牵引装置用于夹持和带动钢筋笼移动,在这个过程中滚焊装置在多根钢筋上缠绕并焊接绕丝。
但由于供料架架设于牵引装置和滚焊装置之间,在使用过程中,必须将牵引装置上的夹头部分穿过供料架,达到靠近滚焊装置的附近;而牵引机构的空间位置决定其扫动区域必然是完全包裹钢筋笼的,也就是常规状态下牵引机构将钢筋笼牵引拉出至十几米的过程中无法得到支撑,而钢筋笼在焊接的过程中必然会存在一定的热量以导致钢筋笼的强度略微下降;以上因素均将导致钢筋笼在成型过程中会产生一定的弯曲,从而导致钢筋笼的结构强度有所变化,不利于后期的电线杆制作。
滚焊机一般包括轨道架、滚焊装置、提供绑扎钢丝的供料架和牵引装置,其中牵引装置用于夹持和带动钢筋笼移动,在这个过程中滚焊装置在多根钢筋上缠绕并焊接绕丝。
但由于供料架架设于牵引装置和滚焊装置之间,在使用过程中,必须将牵引装置上的夹头部分穿过供料架,达到靠近滚焊装置的附近;而牵引机构的空间位置决定其扫动区域必然是完全包裹钢筋笼的,也就是常规状态下牵引机构将钢筋笼牵引拉出至十几米的过程中无法得到支撑,而钢筋笼在焊接的过程中必然会存在一定的热量以导致钢筋笼的强度略微下降;以上因素均将导致钢筋笼在成型过程中会产生一定的弯曲,从而导致钢筋笼的结构强度有所变化,不利于后期的电线杆制作。



绕筋机本机由机械工作部分与电器控制部分组成:
1、机械部分主要由:主驱动系统、拉筋系统、电极系统、液压拖网系统。
1)主驱动系统
由主驱动变频调速电机,驱动主机转动,实现环筋在纵筋上的缠绕,以完成环筋的缠绕过程,同时向焊接控制系统传输焊接信号。
2)拉筋系统
牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。
3)电极系统
气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。
1、机械部分主要由:主驱动系统、拉筋系统、电极系统、液压拖网系统。
1)主驱动系统
由主驱动变频调速电机,驱动主机转动,实现环筋在纵筋上的缠绕,以完成环筋的缠绕过程,同时向焊接控制系统传输焊接信号。
2)拉筋系统
牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。
3)电极系统
气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。
