




焊管工厂直营视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
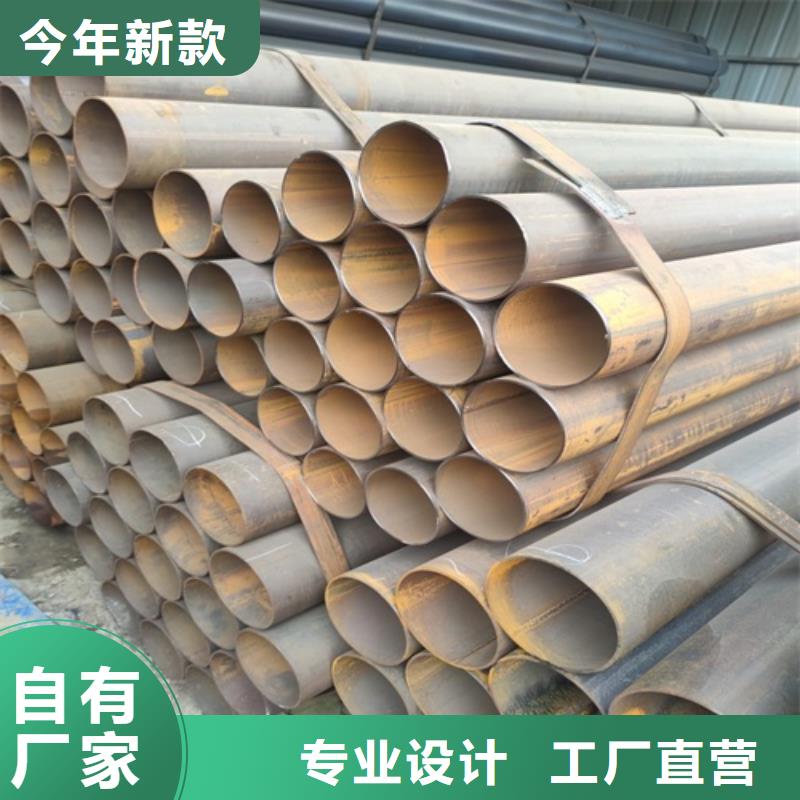
以下是:焊管工厂直营的图文介绍
华尔网焊管焊缝质量指标 在进行焊接工作的过程中,务必要注意焊缝的质量。正常情况下,焊管的焊缝从外观上来看的话,其的单面焊缝外观成形良好,而且平滑整齐,熔宽及加强高等均符合相应的要求。此外,所产生的焊接缺陷明显要比手工电弧焊单面焊双面成形工艺出现缺陷的概率要低。 在对焊管焊缝的外观质量进行检查之后,还需要对焊缝内部焊接情况进行检查。通常是采用X射线探伤试验进行检测。这样可以更迅速且更准确的了解具体的焊接情况。在判断焊接质量的时候,还需要结合其的力学性能进行。这是因为采用不同的焊接工艺,终所得到的焊接成品的力学性能是不一样的。 比如我们可以选择一根焊管来进行对比试验。经检测,该焊管的壁厚为6 毫米,直径为325毫米。在采用对接焊工艺进行焊接的时候,手工电弧焊和CO2气体保护焊焊接所得到的接头的性能相近,通常是前者的性能略高于后者。究其原因,主要是因为该焊管的强度标准比较高。 同样在对这两种焊接工艺进行比较的时候,我们发现在焊接完成之后,焊管接头的金相组织基本相同,主要都是由铁素体和珠光体构成。不过,后者工艺的成型质量更为可靠一些。 相比较来说,在采用这种工艺对焊管进行焊接的时候,不仅操作更加简单,而且焊接的质量更有保证,焊接速度也更快,具有成本低效率高的优势,在生产中取得了良好的效果。


华尔网直缝焊管除锈保养法: 一般要求直缝焊管管件表面达到近白级(Sa2.5实践证明,于直缝焊管管件常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺。采用这种除锈等级几乎可以除掉所有的氧化皮、锈和其他污物,锚纹深度达到40~100μm充分满足防腐层与钢管的附着力要求,而喷(抛)射除锈工艺可用较低的运行费用和稳定可靠的质量达到近白级(Sa2.5技术条件。当直缝焊管发生一定的锈迹时,依照一定的除锈方式和方法处理,保证直缝焊管的质量和性能,能够在不同的行业和优先域中使用,为建筑行业做出重要的贡献和作用。 华尔网直缝焊管的喷(抛)射磨料: 为了达到理想的除锈效果,应根据直缝焊管设备外表的硬度、原始锈蚀水平、要求的外表粗糙度、涂层类型等来选择磨料,对于单层环氧、二层或三层聚乙烯涂层,采用钢砂和钢丸的混合磨料更易达到理想的除锈效果。钢丸有强化钢表面的作用,而钢砂则有刻蚀钢表面的作用。钢砂和钢丸的混合磨料(通常钢丸的硬度为4050HRC钢砂的硬度为5060HRC可用于各种钢表面,即使是用在C级和D级锈蚀的钢表面上,除锈效果也很好。 华尔网直缝焊管的除锈速度: 即单位时间内磨料施加到钢管的总动能E及单颗粒磨料的动能E1钢管的除锈速度取决于磨料的类型和磨料的排量。式中:m磨料的喷(抛)量;V磨料运行速度;m1单颗粒磨料的质量。m大小与磨料破碎率有关,破碎率大小直接影响外表处置作业的利息及除锈设备的费用。当设备固定不变后,m为常数,y为常数,所以E也是一个常数,但由于磨料破碎,m1发生变化,因此,一般应选择损耗率较低的磨料,这样有利于提高清理速度和长叶片的寿命。 华尔网直缝焊管的磨料的粒径及配比: 为获得较好的均匀清洁度和粗糙度分布,磨料的粒径及配比设计相当重要。粗糙度太大易造成防腐层在锚纹尖峰处变薄;同时由于锚纹太深,防腐过程中防腐层易形成气泡,严重影响防腐层的性能。



华尔网冷轧焊管主要用于换热器管、流体管、压力管道、建材结构用管、城市景观、等行业上,年消耗量在70万t左右。 工业用冷轧焊管需求比较高,而且生产工艺成熟,目前我国年用工业用冷轧焊管量大约15万t左右,一部分仍需要进口。 从国产冷轧焊管管产品上看,钢种以奥氏体钢为主; 产品品种有:无缝钢管包括冷拉管、冷轧管、热挤压管、离心铸造管、旋压管; 华尔网焊接钢管包括:等离子焊、氩弧焊、埋弧焊、光速焊接和高频焊接等焊管,所能生产的冷轧焊管管基本上覆盖了世界各国标准的品种规格,冷轧焊管异型管的规格、品种也达百种以上,产品用途涉及工业、民用的众多领域



鹏鑫钢铁有限公司创办于2016年,专业生产【西藏山南焊管】等产品。本厂家设备齐全、技术实力雄厚、企业内部管理严密、生产效率高;本厂家生产的【西藏山南焊管】品种多,规格齐全,并能承接各种特殊规格需求的【西藏山南焊管】产品定做。


华尔网大口径焊管一般采用的是双面埋弧焊焊接工艺,根据其焊缝的不同可以分为大口径直缝焊管和大口径螺旋焊管,其中直缝钢管根据成型方式的不同可以分为又分为UOE、RBE、JCOE钢管等。大口径直缝焊管生产工艺简单,生产效率高,成本低,而大口径螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是生产效率相比与之缝钢管来说比较的低。大口径焊管主要应用于大型管道工程、输水输气工程、城市管网建设,市政工程,给水排水工程,大型建筑钢结构,桩基础等方面。大口径焊管的主要检测方法以探伤检测为主。采用机焊和人工焊相结合的方法。



