



想要一睹无缝方管高质量高信誉产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
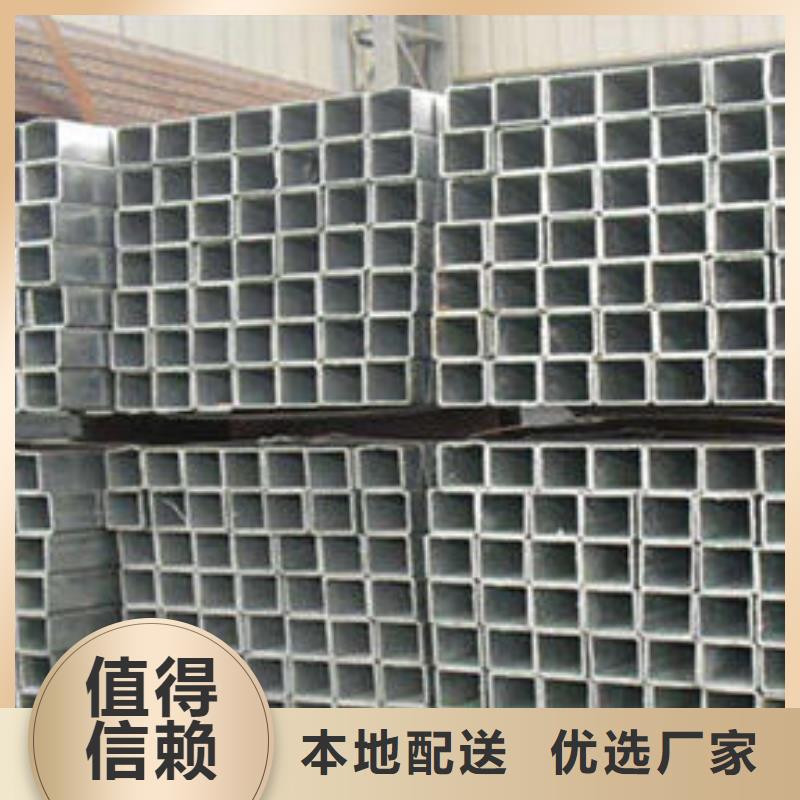
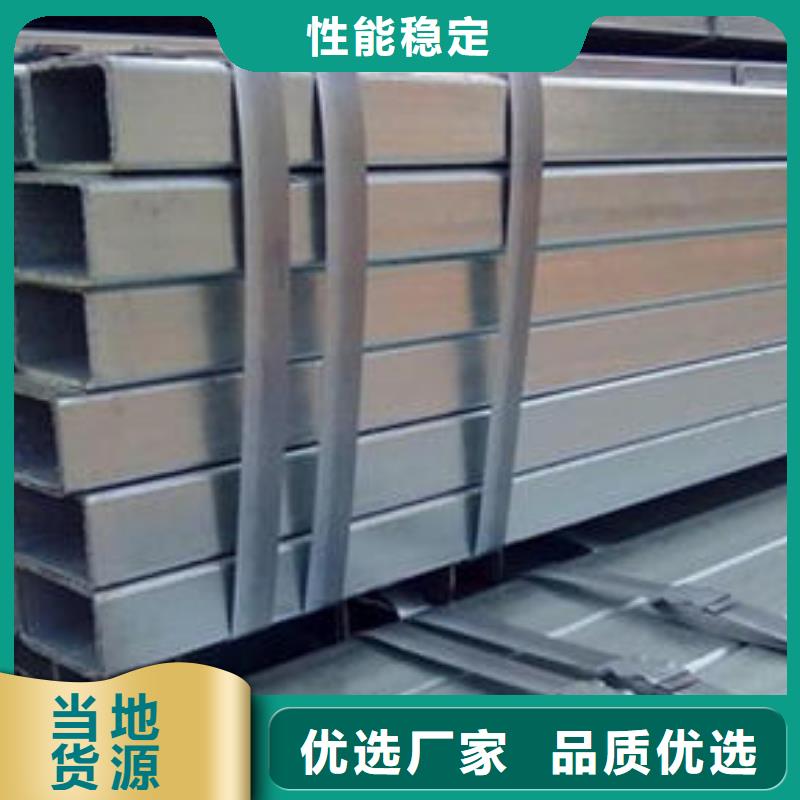
以下是:无缝方管高质量高信誉的图文介绍


火焰切割中,常用的可燃性气体有乙炔、煤气、天然气、丙烷等,国外有些厂家还使用MAPP,即:甲烷+乙烷+丙烷。一般来说,燃烧速度快、燃烧值高的气体适用于薄板切割;燃烧值低、燃烧速度缓慢的可燃性气体更适用于厚板切割,尤其是厚度在200mm以上的钢板,如 采用天然气进行切割,将会得到理想的切割质量,只是切割速度会稍降低一些。相比较而言,乙炔比天然气要贵得多,对于以前的切割气来说,乙炔是生产切割中 的主流切割气,但随着近两年天然气的变革和开发,天然气从综合角度来说分析,比乙炔更能得到市场和 的认可,重要一点就是它节能环保。对于它切割速 度稍慢问题,现在有了市场上天然气增效剂的问世一系列的问题也随之化解。
钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。在实际生产中,应根据所用割嘴的性能参数、气体种类及纯度、钢板材质及厚度来调整切割速度。切割 速度直接影响到切割过程的稳定性和切割断面质量。如果想人为地调高切割速度来提高生产效率和用减慢切割速度来 地改善切割断面质量,那是办不到的,只能 使切割断面质量变差。过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割中断;过慢的切割速度会使切口上边缘熔化塌边、下边缘产 生圆角、切割断面下半部分出现水冲状的深沟凹坑等等。
钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。在实际生产中,应根据所用割嘴的性能参数、气体种类及纯度、钢板材质及厚度来调整切割速度。切割 速度直接影响到切割过程的稳定性和切割断面质量。如果想人为地调高切割速度来提高生产效率和用减慢切割速度来 地改善切割断面质量,那是办不到的,只能 使切割断面质量变差。过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割中断;过慢的切割速度会使切口上边缘熔化塌边、下边缘产 生圆角、切割断面下半部分出现水冲状的深沟凹坑等等。



盛发金属制品有限公司占地28000平方米,注册资金500万元,现有职工150余人,技术骨干20人。是【江苏无锡筛管】产品专业生产加工的厂家,拥有完整、科学的质量管理体系。


方矩管在淬火处理时,应该注意:细长管材应尽量在盐浴炉或井式炉中垂直吊挂加热,以减少由于自重而引起的变形。截面大小不同的管件在同一炉中加热时,小件应放在炉膛外端,大小件分别计时小件先出炉。每次装炉量要与炉子的功率相适应,装炉量大时易压温,加热时间需延长。方矩管淬水或盐水的工件,淬火温度取下限,淬油或熔盐的工件,淬火温度取上限。行双介质淬火时,在 种淬火介质中停留的时间按前述三种方法控制,从 种淬火介质移入第二种淬火介质的时间应尽量短,以0.5-2s为宜。对表面不允许氧化、脱碳的管材,应在经过校正的盐浴炉或保护气氛炉中加热。如条件不具备时,可以在空气电阻炉中加热,但需采取防护措施。
方矩管垂直浸入淬火介质后,不作摆动,只作上下移动,并停止淬火介质的搅动。当管件硬度要求高的部位冷却能力不足时,可在整体浸入淬火介质的同时,对该部位再实施喷液冷却,以提高其冷却速度。必须放在有效加热区内,装炉量、装炉方式及堆放形式均应确保加热温度均匀一致,且不致造成畸变和其他缺陷。在盐炉中加热时,不要靠电极太近,以防局部过热,距离应在30mm以上。与炉壁的距离以及浸入液面以下的深度,都应在30mm以上。分级淬火时,可适当提高淬火温度,以增加方矩管奥氏体的稳定性,防止其分解为珠光体。结构钢及碳素钢可以直接装入淬火温度或比淬火温度高20-30℃的炉中加热。高碳高合金钢应在600℃左右预热后,再升至淬火温度。要求淬硬层较深的管材,淬火温度可适当提高,要求淬硬层较浅的可选取较低的淬火温度。方矩管冷却水中不得有油、肥皂液等脏物。一般情况下,水温不超过40℃,油温不超过80℃。
方矩管垂直浸入淬火介质后,不作摆动,只作上下移动,并停止淬火介质的搅动。当管件硬度要求高的部位冷却能力不足时,可在整体浸入淬火介质的同时,对该部位再实施喷液冷却,以提高其冷却速度。必须放在有效加热区内,装炉量、装炉方式及堆放形式均应确保加热温度均匀一致,且不致造成畸变和其他缺陷。在盐炉中加热时,不要靠电极太近,以防局部过热,距离应在30mm以上。与炉壁的距离以及浸入液面以下的深度,都应在30mm以上。分级淬火时,可适当提高淬火温度,以增加方矩管奥氏体的稳定性,防止其分解为珠光体。结构钢及碳素钢可以直接装入淬火温度或比淬火温度高20-30℃的炉中加热。高碳高合金钢应在600℃左右预热后,再升至淬火温度。要求淬硬层较深的管材,淬火温度可适当提高,要求淬硬层较浅的可选取较低的淬火温度。方矩管冷却水中不得有油、肥皂液等脏物。一般情况下,水温不超过40℃,油温不超过80℃。



优化控制冷却:
Optimizing Controlled Cooling 方管板坯出现贝氏体一般是由于冷速过快造成的。当冷却速度降低至3-5℃/s时,钢板心部偏析带不再出现贝氏体组织,形成常规的珠光体组织。控制冷却优化后,板坯心部偏析带组织应力明显减少,因组织应力产生的裂纹得到大大改善。
在实际生产中轧制钢板的长及宽相差较大,在钢板缓冷时存在堆垛不整齐的情况,导致超宽板边部探伤检验不合格或是超长板头部探伤检验不合格。通过建立集中装炉制度,安排轧制钢板长、宽相近的合同集中装炉,保证后续钢板堆垛的整齐。必要时对方管板坯周边采用石棉布包裹,加强保温效果。
在我们的身体中,支撑我们的骨骼,如大腿骨、小腿骨等,都是管状结构。另外,自然界有很多植物例如芦苇、竹子,它们的杆也都是管状的。从这些现象我们就可以看出,管材是一种很好的支撑材料。钢管在钢结构中作为支撑材料,应用前景广阔。”——9月13日,中国钢结构协会专家委员会主任陈禄如教授用这些形象的比喻将管材在钢结构中起到的作用娓娓遭来。
Optimizing Controlled Cooling 方管板坯出现贝氏体一般是由于冷速过快造成的。当冷却速度降低至3-5℃/s时,钢板心部偏析带不再出现贝氏体组织,形成常规的珠光体组织。控制冷却优化后,板坯心部偏析带组织应力明显减少,因组织应力产生的裂纹得到大大改善。
在实际生产中轧制钢板的长及宽相差较大,在钢板缓冷时存在堆垛不整齐的情况,导致超宽板边部探伤检验不合格或是超长板头部探伤检验不合格。通过建立集中装炉制度,安排轧制钢板长、宽相近的合同集中装炉,保证后续钢板堆垛的整齐。必要时对方管板坯周边采用石棉布包裹,加强保温效果。
在我们的身体中,支撑我们的骨骼,如大腿骨、小腿骨等,都是管状结构。另外,自然界有很多植物例如芦苇、竹子,它们的杆也都是管状的。从这些现象我们就可以看出,管材是一种很好的支撑材料。钢管在钢结构中作为支撑材料,应用前景广阔。”——9月13日,中国钢结构协会专家委员会主任陈禄如教授用这些形象的比喻将管材在钢结构中起到的作用娓娓遭来。

