

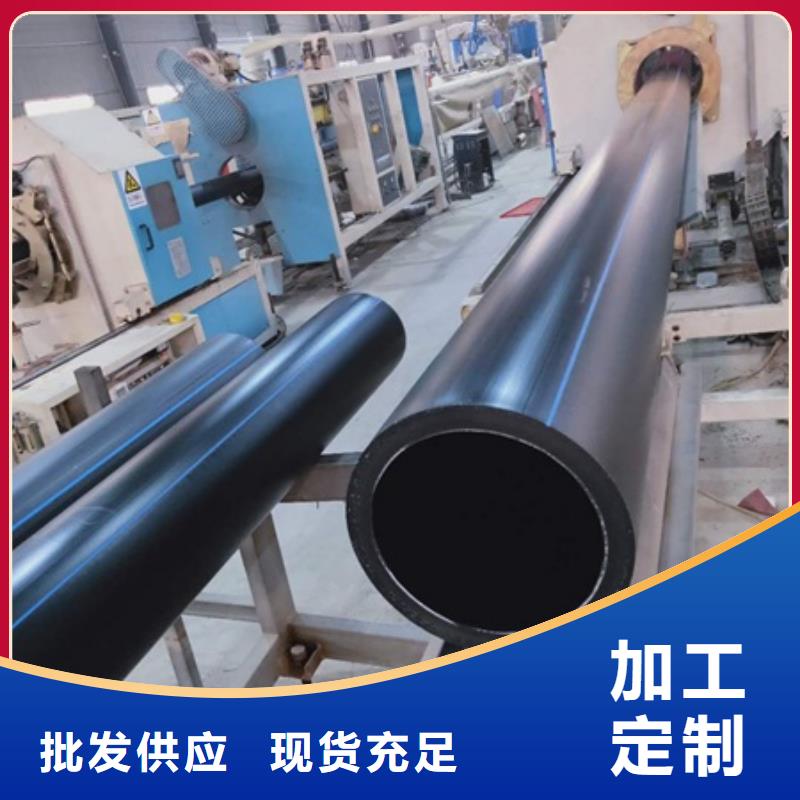
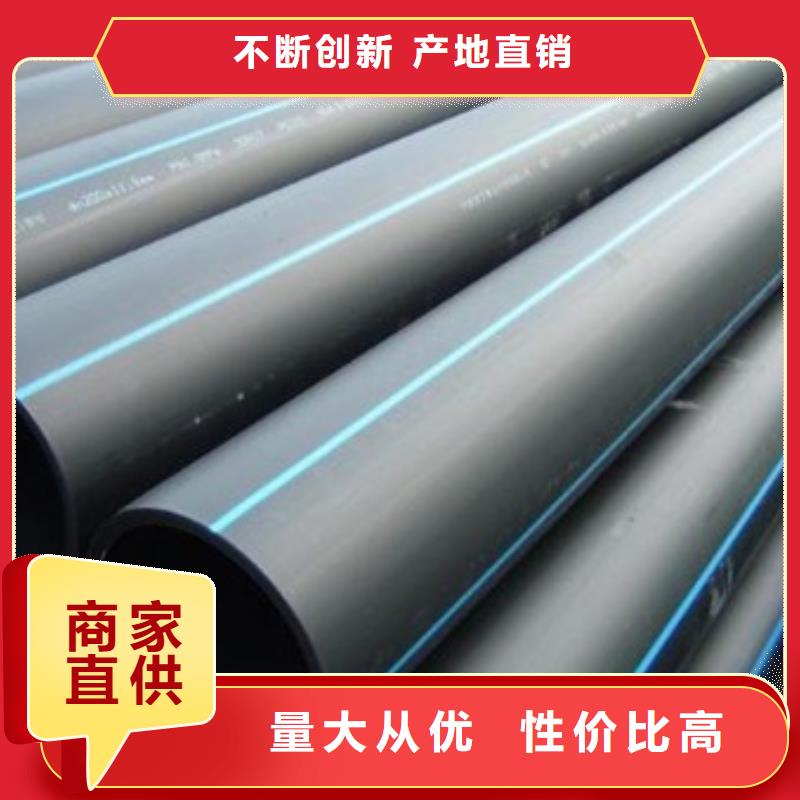
想知道PE给水管严谨工艺产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:PE给水管严谨工艺的图文介绍
日基科技发展有限公司生产的 四川遂宁格栅管质量良好,种类繁多,规格丰富,将凭借良好的信誉,合理的 四川遂宁格栅管价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互助!

聚乙烯能够推广应用的另一个原因是因为聚氯乙烯日益受到环境保护方面的压力。首先是聚氯乙烯本身的卫生性能问题:众所周知,在正规生产和严格控制下生产聚氯乙烯管是可以保证卫生性能的,容许应用在饮用水领域。但是还是有人担心在控制不严的地方可能会发生问题:如聚氯乙烯树脂中氯乙烯单体的超标,在给水用聚氯乙烯管的配方中误用了有毒的助剂。把不保证的排水用聚氯乙烯管和管件误用到了给水管和管件等。其次是聚氯乙烯管的回收问题:聚氯乙烯和聚乙烯一样是热塑性塑料,从理论上讲都是可以利用的,但是各国的证明,旧塑料制品能回收再生的比例有限,主要的处理方式是焚烧回收能源,聚氯乙烯因为含氯,在焚烧时控制不好就可能产生有害物质,而聚乙烯仅含碳氢,焚烧后生成水和二氧化碳。


施工步骤
材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。


6.1.2.管道各种连接应采用相应的专用连接工具。连接时严禁明火加热。6.1.3.管道连接宜应采用同种牌号级别,压力等级相同的管材、管件以及管道附件(不同牌号的管材以及管道附件之间的连接,应经过试验,判定连接质量能得到保证后,方可连接)。6.1.4.聚乙烯管材、管件与金属管、管道附件的连接,当采用钢制喷塑或球墨铸铁过度管件时,其过度管件的压力等级不得低于管材公称压力。6.1.5.在寒冷气候(-5℃以下)或大风环境条件下进行热熔或电熔连接操作时,应采取保护措施,或调整连接机具的工艺参数。
6.1.6.管道连接时,管材切割应采用专用割刀或切管工具,切割断面应平整、光滑、无毛刺,且应垂直于管轴线。6.1.7.管道连接后,应及时检查接头外观质量,不合格者必须返工。6.2.热熔连接:6.2.1.热熔连接工具的温度控制应,加热面温度分布应均匀,加热面结构符合焊接工艺要求。热熔连接前、后应使用洁净棉布擦净加热面上的污物。



