



不要满足于简单的文字描述,点击我们的声测管批发商销售厂家产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:声测管批发商销售厂家的图文介绍

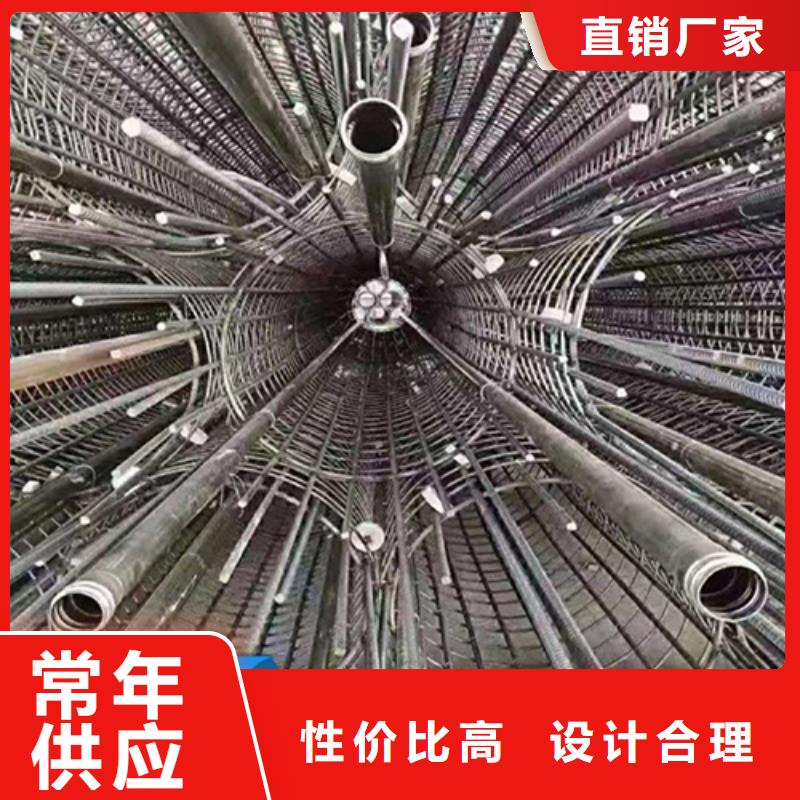
骨架安装完毕。(2) 、黑龙江佳木斯同城在孔口接长钢筋笼时,上、黑龙江佳木斯同城下主筋位置应对正,保证钢筋笼接长后上下段的轴线在一条直线上,不得出现转折。钢筋笼下放到设计标高后将吊筋与声测管焊接,声测管焊接到护筒上,以此作为防上浮和下沉措施。(3) 、黑龙江佳木斯同城骨架上端定位,必须由测定的孔口标高来计算定吊筋的长度,并反复核对无误后再焊接定位。在钢筋笼上拉上十字线,找出钢筋笼中心,根据护桩找出桩位中心,钢筋笼定位时使钢筋笼中心与桩位中心重合。然后在定位钢筋顶的吊圈下面插入两根平行的工字钢或槽钢,在护筒两侧放两根平行的枕木(高出护筒 5cm左右),并将整个定位钢筋支托于枕木上。吊筋长度计算公式为:护筒顶标高 - 桩顶标高 -0.8m+垫木顶至护筒高差。(4)、黑龙江佳木斯同城钢筋笼吊放入孔后的位置容许偏差符合下列规定:a、黑龙江佳木斯同城钢筋笼中心与桩孔中心偏差不大于 100mm;b 、黑龙江佳木斯同城钢筋笼底面高程偏差不大于± 100mm。4、黑龙江佳木斯同城钢筋笼焊接采用手工电弧搭接焊、黑龙江佳木斯同城帮条焊的接头,应逐个进行外观检查,并应符合下列规定:(1)、黑龙江佳木斯同城用小锤敲击接头时,钢筋发出与基本钢材同样的清脆声;(2)、黑龙江佳木斯同城电弧焊接接头的焊缝表面应平顺、黑龙江佳木斯同城无缺口、黑龙江佳木斯同城裂纹和较大的金属焊瘤,期缺陷及尺寸的允许念头不应超过执行标准规定


声测管外观打磨技术要点:1、黑龙江佳木斯基础,对声测管进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。2、黑龙江佳木斯粗磨,用砂带在三面上往返磨削声测管,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后声测管的粗糙度应能达到R0.8mm。3、黑龙江佳木斯半精磨,用砂带按照前面往返磨削工件的方法中磨声测管的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。4、黑龙江佳木斯精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与声测管未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的声测管要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。



套筒式声测管与其它声测管一样,对于主体管材要求是焊管或者无缝规格,焊管居多。套筒式声测管主体管1.便利性整个安装过程,方式简单,、黑龙江佳木斯不需在工地进行焊接工作,不用液压钳,采用插拔式的方法直接固定就可以,零部件都是在厂子里加工好了,具有操作便捷、黑龙江佳木斯密封性好、黑龙江佳木斯成本低等优点。2.性套筒式声测管是创新实用型检测钢管,经过各方权威机构检测,钢管抗拉强度≧315;嵌入后接头处抗拉承载力≧3吨。密封性在内压1.0Mpa,外压4Mpa,持续时间1分钟的实验强度下,接头处无渗漏,无变形;完全满足JT/T?705-2007标准。筒式声测管常规型号:(尺寸mm)?外径:Φ50、黑龙江佳木斯Φ54、黑龙江佳木斯Φ57

日升昌钢管声测管厂家是一家从事(黑龙江佳木斯) 本地 黑龙江佳木斯桥梁注浆管生产的大型企业。位于经济开发区,交通便利,便于客户来访。公司自建立以来,靠有优良的产品质量和良好的售后服务,本着友善合作,诚信经营的原则,深受客户信赖及好评,欢迎广大客商合作洽谈,我们将竭诚为您服务!


