



观看数控等离子切割机_光纤数控激光切割机用好材做好产品产品视频,让购买决策更有依据。产品优点和特点一目了然,助您明智选择。
以下是:数控等离子切割机_光纤数控激光切割机用好材做好产品的图文介绍

华宇诚数控科技有限公司

玉林光纤激光切割机床的详细介绍
种类丰富专业品质

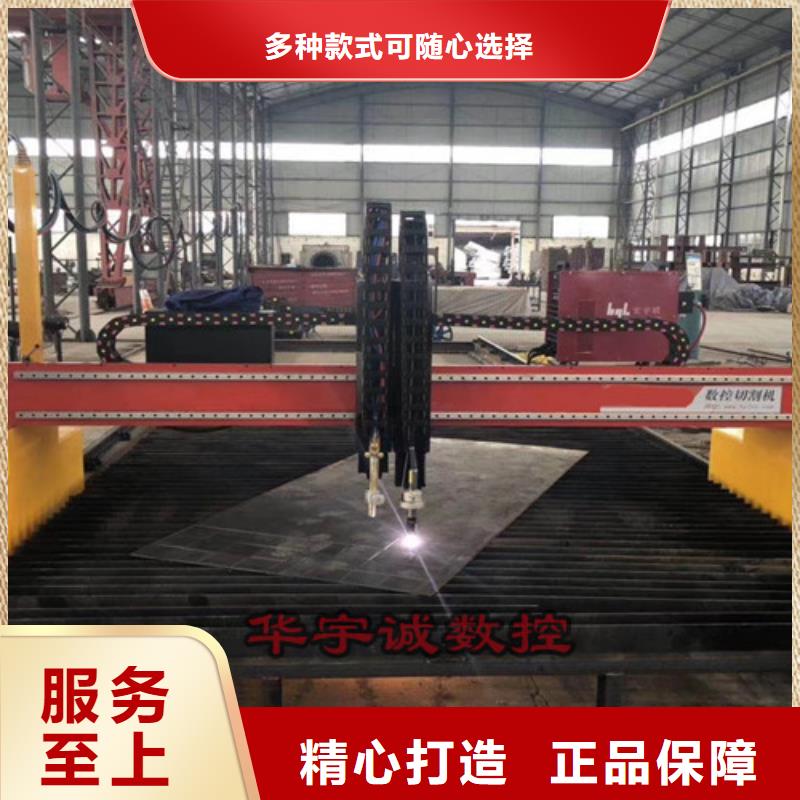
数控等离子切割机电弧功率数控等离子切割机为了获得高压缩性的等离子弧切割电弧,切割喷嘴都采用了较小的喷嘴孔径、较长的孔道长度并加强了冷却效果,这样可以使得喷嘴有效断面内通过的电流增加,即电弧的功率密度加大。但同时压缩也使得电弧的功率损失加大,因此,实际用于切割的有效力量要要比电源输出的功率小,其损失率一般在25%~50%之间,有些方法如水压缩等离子弧切割的力量损失率会更大,在进行切割工艺参数设计或切割成本的经济核算时应该考虑这个问题。在工业中使用的金属板厚大多是在50mm以下,在这个厚度范围内用常规的等离子弧切割往往会形成上大下小的割口,而且割口的上边缘还会导致切口尺寸精度下降并增加后续加工量。当采用氧和氮气等离子弧切割碳钢、铝和不锈钢时,当板厚在10~25mm范围内时,通常是材料越厚,端边的垂直度越好,其切割棱边的角度误差在1度~4度。当板厚小于1mm,随板厚的减小,切口角度误差从3°~4°增加到15°~25°。一般认为,这种现象的产生原因是由于等离子射流在割口面上的热输入不平衡所致,即在割口的上部等离子弧力量的释放多于下部。这个力量释放的不平衡,与很多工艺参数密切相关,如等离子弧压缩程度、切割速度及喷嘴到工件的距离等。增加电弧的压缩程度可以使高温等离子射流延长,形成更为均匀的高温区域,同时加大射流的速度,可以减小切口上下的宽度差。然而,常规喷嘴的过度压缩往往会引起双弧现象,双弧不但会损耗电极和喷嘴,使切割过程无法进行,而且也会导致切口质量的下降。另外,过大的切割速度和过大的喷嘴高度都会引起切口上下宽度差的增加。(以上内容摘自国内百科网)


精选原材
注重细节
工序严控
价格实惠
厂家直销
支持定制







华宇诚数控科技有限公司
10年以上玉林光纤激光切割机床生产经验
华宇诚数控科技有限公司8年专注【广西玉林光纤激光切割机床】产品,集研发、生产、销售、服务于一体的专业技术型高新技术企业。厂家位于江夏区庙山工业园特1号,现有厂房面积2000平方米,有专业的研发团队,管理团队,售后服务团队,已申请各类专利20余项,产品创新能力,生产工艺,品质管控能力,工程配套服务能力均占行业优势。
