

我们的冷拔管冷拔无缝钢管发货及时视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:冷拔管冷拔无缝钢管发货及时的图文介绍

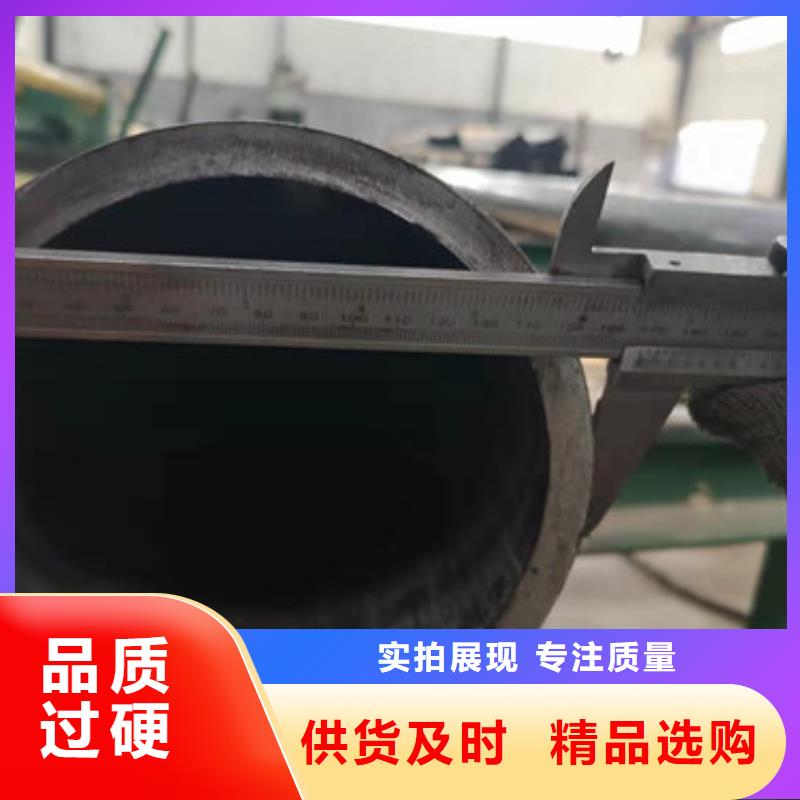
冷拔管是拥有着众多的钢管的为基本的特性,它是冷拔管中的一种比较重要的特征,它的长度是不一样的,对于冷拔管而言更多的是要保证它的长度的基本的不变,长度要根据您的需求进行自由去掌握,但是有一点是可以肯定的是一定要保证基本的使用要够用,还要进行各种各样的常见的基本的用法。冷拔管的长度一般是在10到15米的,特殊情况下是另有用处的。对于冷拔管的长度和尺寸而言也是有误差的,这个误差也是有标准的。
凡是做钢材的话都是知道冷拔管的,冷拔管是钢管的一种精密度比较大的一种钢管类型,它的用途也是十分广泛的,尤其是冷拔管的各种的性能以及各种的用途都是比较重要的一种冷拔管的表现。冷拔管在进行使用的话要明确冷拔管的使用的性质和各个方面的用途,做到冷拔管的合理使用。冷拔管是钢管的一种特殊的情况,也是一种良好的钢材,可以说是冷拔管的材质也是比较特殊的,使用量和市场前景都是比较大的。
凡是做钢材的话都是知道冷拔管的,冷拔管是钢管的一种精密度比较大的一种钢管类型,它的用途也是十分广泛的,尤其是冷拔管的各种的性能以及各种的用途都是比较重要的一种冷拔管的表现。冷拔管在进行使用的话要明确冷拔管的使用的性质和各个方面的用途,做到冷拔管的合理使用。冷拔管是钢管的一种特殊的情况,也是一种良好的钢材,可以说是冷拔管的材质也是比较特殊的,使用量和市场前景都是比较大的。


切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压机检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
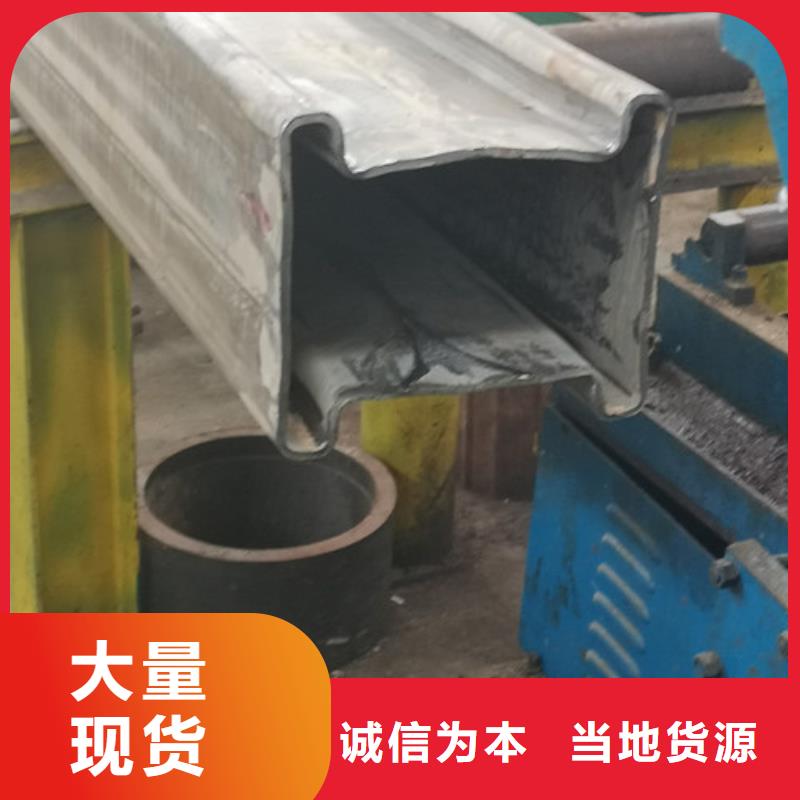
冷拔管生产工艺特点:冷拔管的生产工序,与用其它方式生产的大直径钢管的生产工序相比,有如下特点:原料准备工序简单;原料上机后,管坯用一道工序就可做成;不需要矫直工序。
冷拔管生产工艺特点:冷拔管的生产工序,与用其它方式生产的大直径钢管的生产工序相比,有如下特点:原料准备工序简单;原料上机后,管坯用一道工序就可做成;不需要矫直工序。



冷拔钢管生产工艺
冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。
依据金属的加工性能、管材尺寸、质量要求以及投资和效益来选择不同的加工方法及相应的辅助工序。冷轧冷拔管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。不同的产品精整内容有所差异。
冷加工管机组生产特点是管料从投入到加工成成品通常要经过多次冷变形并产生加工硬化,因而整个生产过程由多个准备工序和变形工序组成,且具有往复循环的特点,因而工序多,生产周期长、金属消耗较大,生产效率较低,一般生产规模均不大。
在机组中同时配置冷拔和冷轧机有利于发挥它们各自的优点,特别是对生产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。冷拔机的吨位小为30kN, 为7000kN。常规冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。
冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。
依据金属的加工性能、管材尺寸、质量要求以及投资和效益来选择不同的加工方法及相应的辅助工序。冷轧冷拔管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。不同的产品精整内容有所差异。
冷加工管机组生产特点是管料从投入到加工成成品通常要经过多次冷变形并产生加工硬化,因而整个生产过程由多个准备工序和变形工序组成,且具有往复循环的特点,因而工序多,生产周期长、金属消耗较大,生产效率较低,一般生产规模均不大。
在机组中同时配置冷拔和冷轧机有利于发挥它们各自的优点,特别是对生产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。冷拔机的吨位小为30kN, 为7000kN。常规冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。


精拉管业有限公司吸取和引进国内的先进技术与先进设备,汇集了一大批长期从事 浙江宁波42crmo精密钢管研究、应用的工程技术人才,整合技术、人才优势。


