
别再纠结于文字描述了,观看视频,让PE给水管【PE波纹管】老品牌厂家产品为你展现真实魅力!
以下是:PE给水管【PE波纹管】老品牌厂家的图文介绍

安装流程
同时加热管材、管件,然后承插(承插到位后待片刻松手,在加热、承插、冷却过程中禁止扭动;将热熔机模头加温至20左右;用管剪根据安装需要将管材剪断;自然冷却在管材待承插深度处标记号;施工完毕经试验压验收合格后投入使用材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。

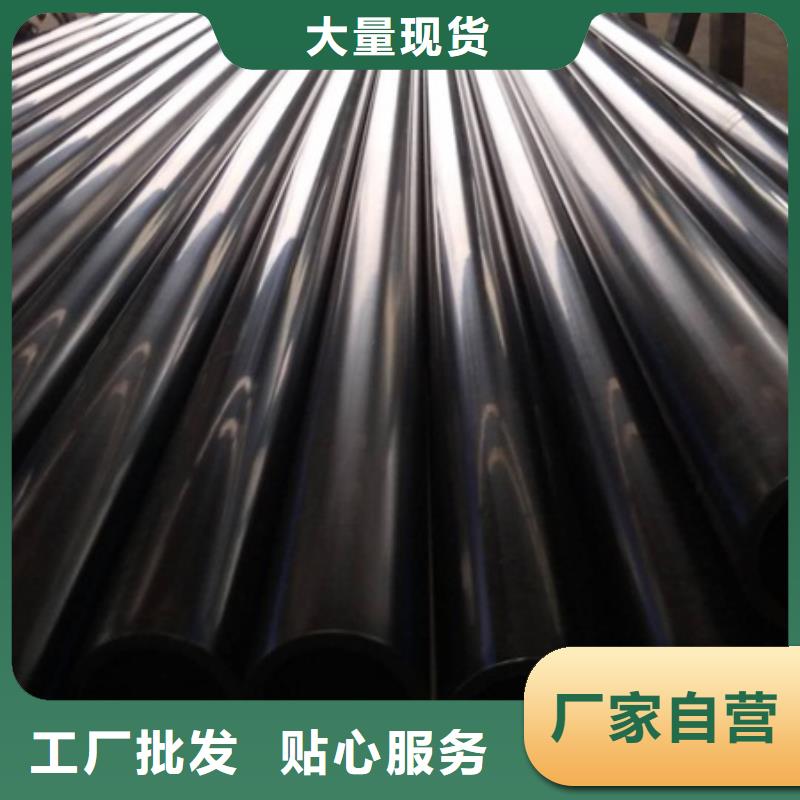
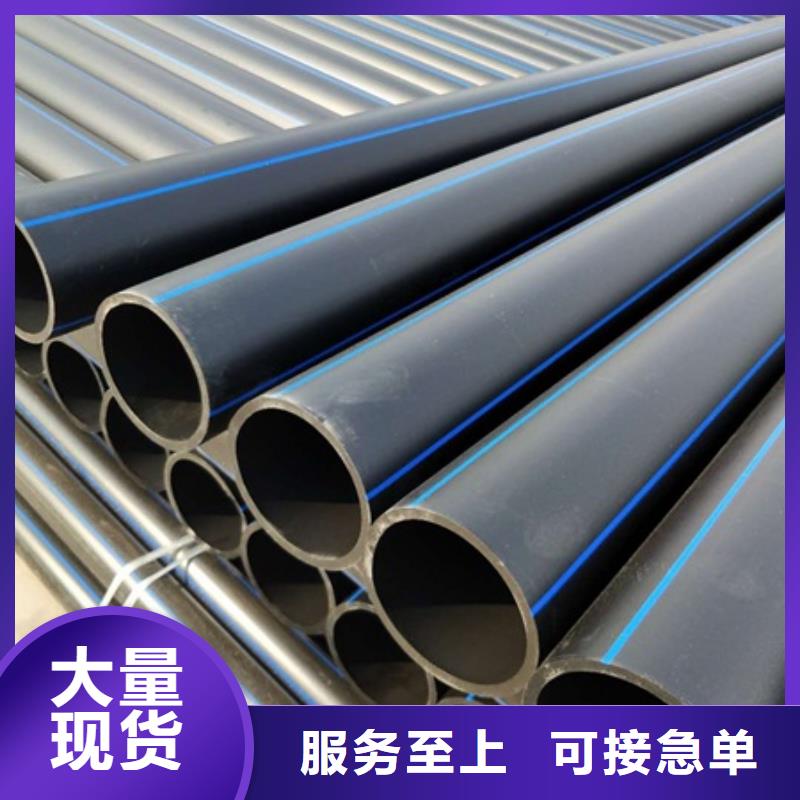
PE给水管连接方法
聚乙烯管材与管材、管材与PE管、管材与配件,以及聚乙烯管与金属管之间的连接方式很多,不同的连接方式都有自身的优点和局限性,用户可根据管道直径、工作压力、使用场所等环境,选择合适的连接方式。城镇供水聚乙烯管道最常用的连接方式有:热熔连接、电熔连接、承插式柔性连接、法兰连接、钢塑过渡接头连接等热熔连接热熔连接是用专用加热工具,在压力下加热聚乙烯管材或管件的待连接部位,使其熔融后,移走加热工具,施压将两个熔融面连在一起,在稳定的压力下保持一段时间,直到接头冷却。热熔连接包括热熔对接连接、热熔承插连接、热熔鞍型连接。



施工步骤
材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。


池州日基科技发展有限公司拥有成熟可靠的技术,依托雄厚的技术力量和先进的加工设备,公司已在 格栅管等领域建立起优势。公司明确以省内为基础、逐步向池州周边地区辐射,实现 格栅管销往全国市场的发展战略。


