



【不锈钢焊管工业厚壁管真正让利给买家】视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:【不锈钢焊管工业厚壁管真正让利给买家】的图文介绍
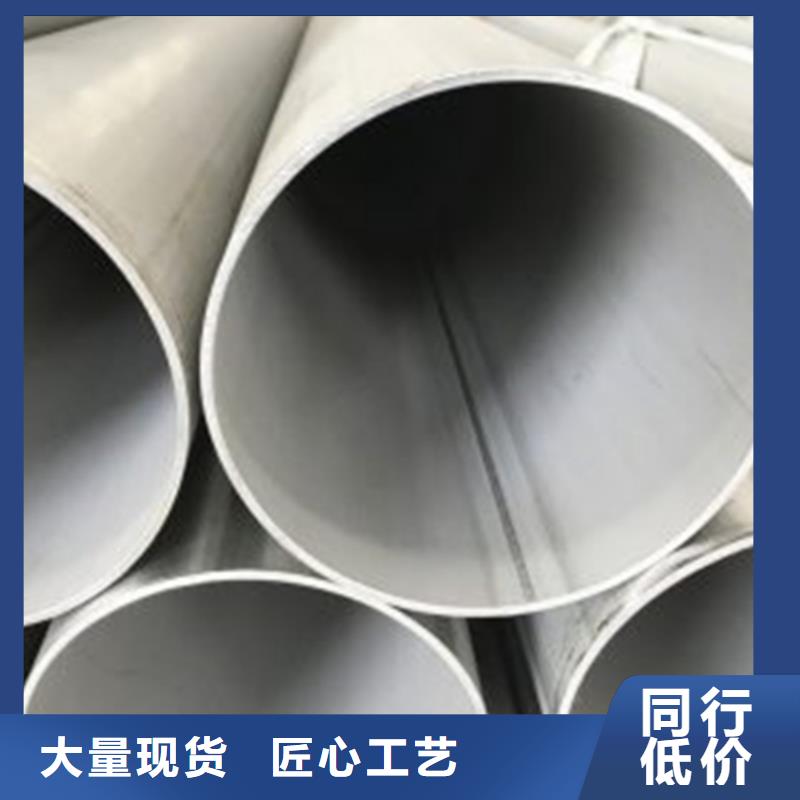
镇江京口松润金属材料有限公司专业生产销售各种材质规格镇江京口不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管在不同行业中的应用与分析一、前言
不锈钢焊管是不锈钢板/带深加工的一个重要领域,又是石油、化工、医药、食品、铺设耐腐蚀性管的主要材料,是发电设备、舰船工业、制冷设备、海水淡化设备的主要元件,因此,不锈钢焊管越来越受到广大用户的关注和有关部门的重视。不锈钢焊管生产的主要特点是:生产设备轻巧,投资少,建设速度快,焊接方法简便,产品规格范围宽,尺寸精度高、壁厚偏差小、表面平滑、成材率高。在大批量生产的情况下,焊管比无缝管成本低20%以上。近年来国内采用的“焊接一冷轧”“焊接一冷拔”生产不锈钢管工艺,用冷轧卷板按规格要求纵剪、成型后,经多枪氩弧焊机焊接成管,再经冷轧(拔),使焊缝的各项性能指标可以与母材基本一致,产品质量明显提高。由此看来,用不锈钢焊管代替不锈钢无缝管的优势越来越明显。


镇江京口松润金属材料有限公司专业生产销售各种材质规格镇江京口不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管焊前预热与焊后热处理有什么作??
不锈钢焊管在焊接?产时需要进?焊前预热和焊后的热处理,这样做有什么作?呢?
1.焊前预热
焊前预热及焊后热处理对于保证焊接质量?常重要。重要构件的焊接、合?钢的焊接及厚部件的焊接,都要求在焊前必须预热。焊前预热的主要作?如下:
(1)预热能减缓焊后的冷却速度,有利于焊缝?属中扩散氢的逸出,避免产?氢致裂纹。同时也减少焊缝及热影响区的淬硬程度,提?了焊接接头的抗裂性。
(2)预热可降低焊接应?。均匀地局部预热或整体预热,可以减少焊接区域被焊?件之间的温度差(也称为温度梯度)。这样,???降低了焊接应?,另???,降低了焊接应变速率,有利于避免产?焊接裂纹。
(3)预热可以降低焊接结构的拘束度,对降低?接接头的拘束度尤为明显,随着预热温度的提?,裂纹发?率下降。
预热温度和层间温度的选择不仅与钢材和焊条的化学成分有关,还与焊接结构的刚性、焊接?法、环境温度等有关,应综合考虑这些因素后确定。另外,预热温度在钢材板厚?向的均匀性和在焊缝区域的均匀性,对降低焊接应?有着重要的影响。局部预热的宽度,应根据被焊?件的拘束度情况?定,?般应为焊缝区周围各三倍壁厚,且不得少于150-200毫?。如果预热不均匀,不但不减少焊接应?,反?会出现增?焊接应?的情况。



镇江京口松润金属材料有限公司专业生产销售各种材质规格镇江京口不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管出现裂纹的原因及措施
裂纹是焊接结构中危险的?种缺陷,不但会使产品报废,甚?可能引起严重的事故。不锈钢焊管裂纹按其产?的温度和时间的不同可分为冷裂纹、热裂纹和再热裂纹;按其产?的部位不同可分为纵裂纹、横裂纹、焊根裂纹、弧坑裂纹、熔合线裂纹及热影响区裂纹等。
?、热裂纹
焊接过程中,焊缝和热影响区?属冷却到固相线附近的?温区间所产?的焊接裂纹称为热裂纹。它是?种不允许存在的危险焊接缺陷。根据焊管热裂纹产?的机理、温度区间和形态,热裂纹?可分成结晶裂纹、?温液化裂纹和?温低塑性裂纹。
产?原因:主要是熔池?属中的低熔点共晶物和杂质在结晶过程中,形成严重的晶内和晶间偏析,同时在焊接应?作?下.沿着晶界被拉开,形成热裂纹。热裂纹?般多发?在奥?体不锈钢、镍合?和铝合?中。低碳钢焊接时?般不易产?热裂纹,但随着钢的含碳量增?,热裂倾向也增?。
防?措施:严格地控制不锈钢焊接管及焊接材料的硫、磷等有害杂质的含量,降低热裂纹的敏感性;调节焊缝?属的化学成分,改善焊缝组织,细化晶粒,提?塑性,减少或分散偏析程度;采?碱性焊接材料,降低焊缝中杂质的含量,改善偏析程度;选择合适的焊接?艺参数,适当地提?焊缝成形系数,采?多层多道排焊法;断弧时采?与母材相同的引出板,或逐渐灭弧,并填满弧坑,避免在弧坑处产?热裂纹。



把 镇江京口大口径薄壁管烦恼交给松润金属材料有限公司、让我们为您提供专业优质的 镇江京口大口径薄壁管解决方案!多年来服务万家客户,每批次 镇江京口大口径薄壁管产品都经过严格质量体验,确保用户使用放心。


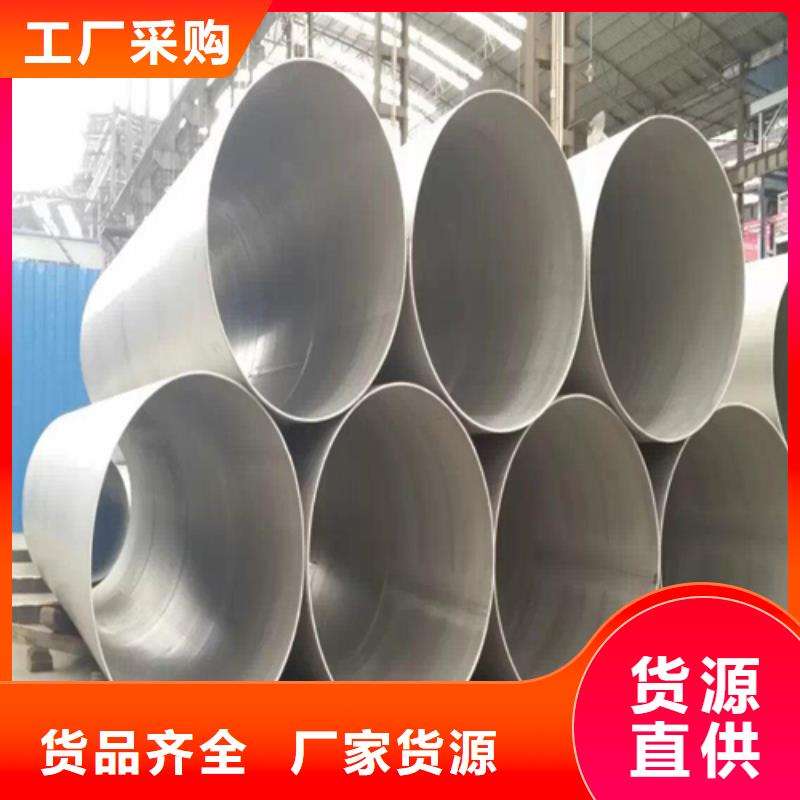
镇江京口松润金属材料有限公司专业生产销售各种材质规格镇江京口不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,从加工方式来看,不锈钢管主要有2种加工成型的方式
1:焊管(焊接成型:直缝焊接不锈钢管、螺旋焊接不锈钢管、丁字焊不锈钢管)使用多、应用广、常见的是直缝焊管、螺旋焊管主要是应用于工业管道中的一种、其特点是带宽不受限,一种带宽的卷带可生产多种规格的不锈钢管、可适用尺寸大、缺点是焊缝长、成本高、丁字焊管是制作大尺寸焊管的一种有效方法。【具体的区别可检索“直缝焊管与螺旋焊管的区别”-百度文库】;不锈钢直缝焊管是容易加工和生产效率高、成本 的加工不锈钢管的方法,也是当今应用多、常见的不锈钢管。
2:无缝管(穿孔、挤压成型)无缝管是不锈钢管中重要的一类,其特性是没有焊缝,因此整体性抗压涨优于焊管、因此作为流体气化输送、高压管道(如千斤顶管套)、传动轴等等领域应用较广,而无缝管穿孔加工导致成本较高,制薄壁管难度大,经济效益低于焊管,因此对于工业生产的特点来看焊管和无缝管的物理性能决定了其用途,所以工业管道等用无缝管较多,装饰、制品等用焊管较多,近年来随着产业技术的不断推进和发展,焊管的生产技术获得很大的发展和突破,一些焊接不锈钢管的物理性能接近甚至超过无缝管在受压、抗弯扭、精度方面的标准,而且成本优势也可体现,因此发展前景非常好。
关于此类不锈钢焊管和不锈钢无缝管的区别特点,可查阅相关资料。
从使用者的角度来看,一般专业的使用者是很了解产品的,一些民用产品设备加工商,个体制品加工企业、个人使用者不是很了解焊管和无缝管的区别,这些市场的必然现象和我国的产业特点所显现的现象也会长期存在。



