您的位置>首页 >宜宾本地今日News >
不锈钢复合管【桥梁护栏】大库存无缺货危机
更新时间: 2025-05-05 23:17:23 ip归属地:宜宾,天气:阴,温度:24 浏览次数:25
以下是:不锈钢复合管【桥梁护栏】大库存无缺货危机的产品参数
| 产品参数 |
|---|
| 产品价格 | 158 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 品牌 | 正久护栏 |
|---|
| 材质 | 不锈钢 |
|---|
| 加工方式 | 来图来样 |
|---|
| 是否定制 | 可定制 |
|---|
| 销售方式 | 自产自销 |
|---|
以下是:不锈钢复合管【桥梁护栏】大库存无缺货危机的图文视频
导读 不锈钢复合管【桥梁护栏】大库存无缺货危机,正久金属制品有限公司(宜宾分公司)为您提供不锈钢复合管【桥梁护栏】大库存无缺货危机产品案例,联系人:王经理,电话:13666359011、18365866000,QQ:21004109,发货地:高新技术开发区南周工业园。 四川省,宜宾市 宜宾市有“万里长江城、中国酒都、中国竹都”之称,文化底蕴深厚,于宋政和四年(1114年)由僰道县改称宜宾县。有2200年建城史、4000年酿酒史、3000年种茶史,是历史文化名城,II型大城市。历代名人辈出,养育了李硕勋、赵一曼、阳翰笙、唐君毅、余泽鸿等无数革命先烈和文坛大师,积聚了多姿多彩的长江文化、酒文化、僰苗文化、哪吒文化、抗战文化、民俗风情文化。宜宾是确定的沿江城市带区域中心城市,是四川培育壮大的七大区域中心城市之一、是四川省委确定的长江上游区域中心城市、全国性综合交通枢纽、四川南向开放枢纽门户。2020年1月,四川省批复支持开展省级创新型城市建设。境内有蜀南竹海、金秋湖、李庄古镇、七洞沟旅游景区、夕佳山古民居、老君山等旅游景点。
想要探索不锈钢复合管【桥梁护栏】大库存无缺货危机的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:不锈钢复合管【桥梁护栏】大库存无缺货危机的图文介绍
正久金属制品有限公司(宜宾分公司)将不断提高自身的本领,用更好的技术理念,合理的 防撞立柱产品建议,优惠的价格来回报所有的客户,更期待在接下来的工作中,能有幸和更多的客户建立良好的合作关系,携手并进,共创美好的未来,热烈欢迎您的来电!


不锈钢复合管厂家哪家好 就找聊城正久金属制品有限公司不锈钢复合管是由不锈钢管与碳素钢管复合而成的,技术含量高,设备精密,工艺先进产品质量稳定,采用电脑自动控制。产品具有纯不锈钢外表豪华、美观和普通碳素钢管强度高的特点,其价格低于纯不锈钢管,是价昂不锈钢结构装饰管材的替代产品。产品广泛用于市政公用工程施工,钢结构、网架工程施工,石油石化、市政设施、路桥护栏、公路交通工程施工;建筑装饰工程施工;体育场地设施工程施工交通格栅、铁路隔离网、建筑装饰、路灯、站牌、钢结构网架、家具、车船制造、城市管网、输油输气、摩托车保险杠、晾衣架、自行车车把等;产品规格φ9.5mm—φ219mm,壁厚0.5mm—18.0mm,表面光亮度可达320#—600#。生产DN15-DN800规格复合管材及复合管件,并且全部通过外衬不锈钢复合管城镇建设行业标准(CJ/T192-2004)。



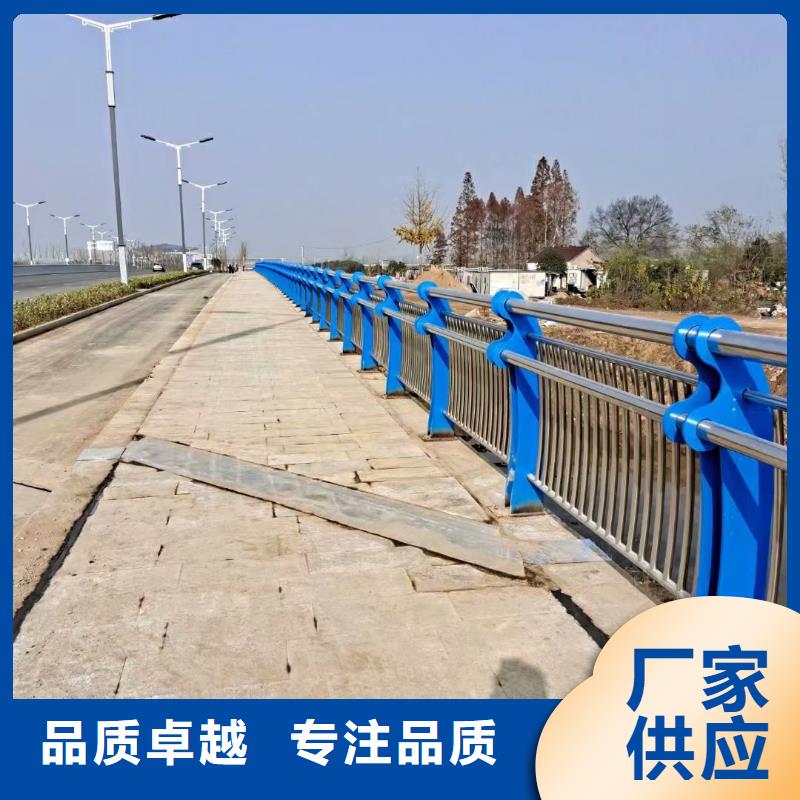
内衬不锈钢复合管产品特点1 .不生垢、不结瘤、耐腐蚀、能耐弱酸腐蚀;2 .可以焊接、可以法兰连接、可以螺纹连接、可以沟槽连接;3.耐高温,可输送热水、沸水、蒸气;4.低温脆性好,膨胀系数小;5.内壁光滑,流体流动阻力小;6.卫生性能好,可输送净水;7.外覆层防腐可靠.根据加工工艺的不同,不锈钢复合管桥梁护栏立柱也可以分为管材立柱、单片立柱和整体成型立柱。
板立柱多重多样,可以简单的分为单片型和整体型的。单片型的,是指由单片的钢板切割而成的,直接焊接在地面预埋钢板上面,在立柱片上面打孔,和护栏片焊接在一起的。优点是加工简便,生产周期短,价格低廉;缺点是需要现场施工焊接,施工周期比较长,而且后期需要再次进行表面处理。整体型的,是指有两片或者两片以上的钢板,或者套管焊接而成的一个整体的立柱,生产周期较长,成本稍高一些,但是施工简单,可以直接用螺栓固定在底预埋钢板上面,施工周期短,不需要进行后期的表面处理,而且立柱比较牢固,不容易被破坏。



不锈钢复合管中的镀锌管使用说明:常说的镀锌管,镀锌管的用途煤气、暖气用的那种铁管也是镀锌管,镀锌管作为水管,使用几年后,管内产生大量锈垢,流出的黄水不仅污染洁具,而且夹杂着不光滑内壁滋生的细菌,锈蚀造成水中重金属含量过高,严重危害人体的。聊城正久金属制品有限公司常年生产不锈钢复合管,桥梁护栏,景观护栏,河道灯光护栏的厂家,可来图来样加工定制各种工程用护栏,欢迎订购!根据加工工艺的不同,不锈钢复合管桥梁护栏立柱也可以分为管材立柱、单片立柱和整体成型立柱。
板立柱多重多样,可以简单的分为单片型和整体型的。单片型的,是指由单片的钢板切割而成的,直接焊接在地面预埋钢板上面,在立柱片上面打孔,和护栏片焊接在一起的。优点是加工简便,生产周期短,价格低廉;缺点是需要现场施工焊接,施工周期比较长,而且后期需要再次进行表面处理。整体型的,是指有两片或者两片以上的钢板,或者套管焊接而成的一个整体的立柱,生产周期较长,成本稍高一些,但是施工简单,可以直接用螺栓固定在底预埋钢板上面,施工周期短,不需要进行后期的表面处理,而且立柱比较牢固,不容易被破坏。


不锈钢复合管可以焊接3.1 内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。也可参照JB/T4790-2000“钢制压力容器焊接规程”附录A。“不锈钢复合钢焊接规程”。3.2 坡口形式可采用GB/T13148图1的对接6号,3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。



总结 不锈钢复合管【桥梁护栏】大库存无缺货危机_正久金属制品有限公司(宜宾分公司),固定电话:18365866000,移动电话:13666359011,联系人:王经理,QQ:21004109,高新技术开发区南周工业园 发货到 四川省宜宾市。