




想知道【护栏【热镀锌立柱】厂家品控严格】产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:【护栏【热镀锌立柱】厂家品控严格】的图文介绍

聚晟护栏制造有限公司
聚晟护栏制造有限公司承诺,努力不懈的为每一位客户提供精湛的技术和专业的服务。今后,我们将继续加大 安徽宣城防撞立柱技术研发和创新投入,在竞争中求发展,在挑战中谋机遇,相信我公司会为您提供先进的技术、优质的 安徽宣城防撞立柱产品以及完善的售后服务。并在互联网+的浪潮下,树立企业的形象,打造企业品牌,实现跨越式发展。勤劳和真诚的我们,愿与您携手并进、共创辉煌!


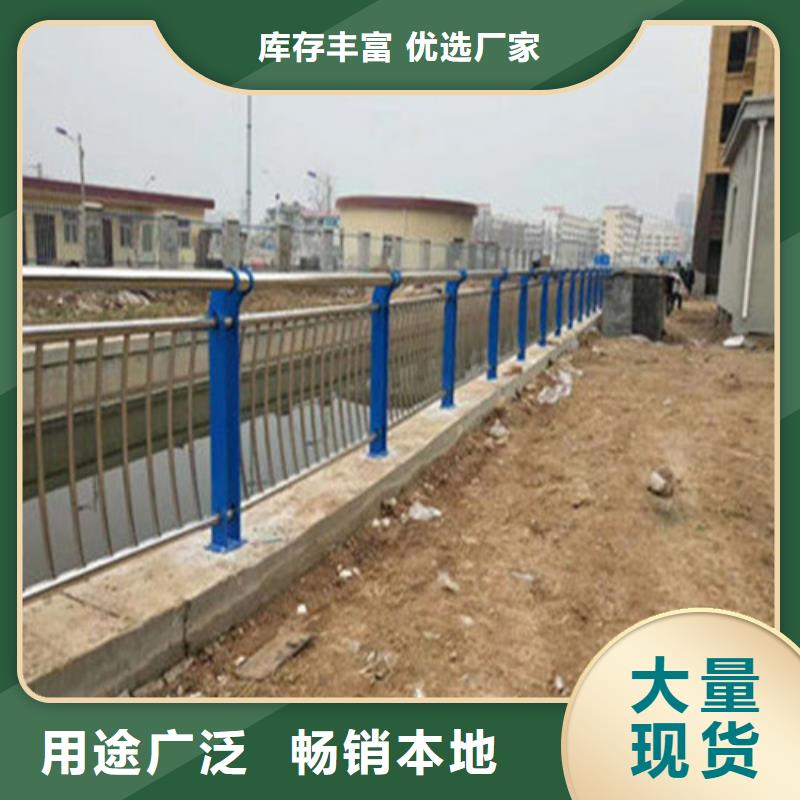
高速公路护栏包括护栏板和立柱,立柱间距一般为2米和4米,2米间距立柱主要在危险路段使用。高速公路标准段每公里用250块护栏板。立柱间距4米,每公里用250根立柱,端头2个,柱帽250个,防阻块250个,连接螺栓250套,拼接螺栓2000套。 护栏用钢按每公里护栏板和立柱用钢计算。根据兰格钢铁信息研究中心对部分高速公路和市政道路的调查、统计,估计每公里护栏用钢量约为90-100吨左右。由此估算出期间高速公路用钢量约在300万吨,后两年高速公路护栏用钢约在122万吨;而2013年全年高速公路护栏用钢约在78万吨左右。 ”期末高速公路护栏用钢大幅增长据兰格钢铁信息研究中心测算,依据公路行业规划目标,及公路行业的运输需求情况(旅客运输需求量和货物运输需求量),采用多种方法(回归模型、弹性系数、比。 公路护栏在我们生活中起到了重要的作用,为我们的起到了保驾护航的作用,下面来了解一下高速公路护栏的要求:标准护栏板总长度4320毫米(安装完毕后净剩4米)立柱间距4米。两波形梁护栏板的宽度310mm,波高85mm,板厚:3mm、4mm;理论重量:3mm厚的为416kg,4mm厚的为655kg;每公里3MM厚的重13吨,4MM厚的重1388吨。



材料根据施工图纸和设计要求,采购工程所需各种原材料。栏杆确定材料符合图纸设计要求无误后,才得进入加工车间加工制作,确保不合格材料不进现场使用。制作工艺各项栏杆按照图纸设计要求并根据图纸所示图样和现场实际规格尺寸制作。 材料进入现场制作安装之前做防锈处理,制作过程中,定位尺寸要准确,该磨口的地方磨口。保证角度拼装准确精细。进行拼装时,焊接部位要焊平,对接部位要严密,保证平整度横平竖直。焊接部位的焊口必须满焊,做到焊口无断缝,漏焊,无沙眼,焊口要打磨光滑,平整度达标。 护墙栏杆加工为半成品用钢丝轮除锈,表面进行防锈处理完好后再做面漆处理,保证栏杆表面的整洁。施工:项目负责人人,负责人人,焊工人,安装工人,油漆工人。主要机具安排:预埋件及铁艺护栏安装水平安装工艺铁艺护栏均按照所提供的标准线为栏杆安装水平标准。 安装工艺产品到达施工现场后按图纸上所规定的位置及尺寸准确安装就位,确定好标高及垂直平整度。应按照甲方要求与图纸设计要求进行定位,确保达到设计要求与验收规范。预埋件安装根据图纸设计要求和施工现场的实际情况准确无误的定位,避免造成不在一条平行线上。



内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。

