



我们的螺旋管_09CuPCrNi-A工字钢货源直供视频现已上线,产品魅力难挡,视频揭晓全貌,速来围观!
以下是:螺旋管_09CuPCrNi-A工字钢货源直供的图文介绍

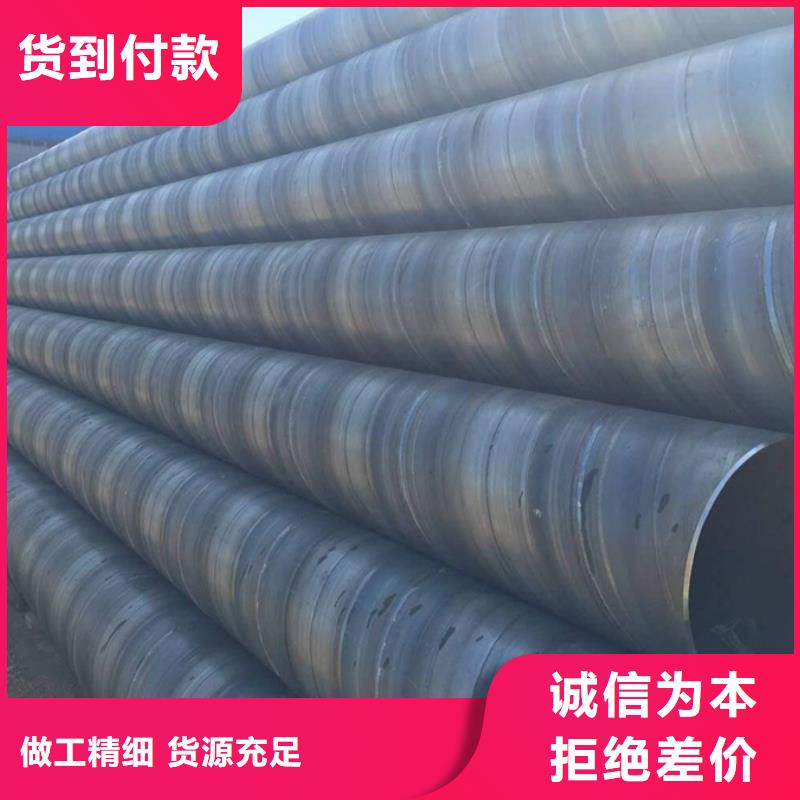
苏沪金属制品有限公司是生产 福建厦门09CuPCrNiA钢管的专业厂家。本厂年销售额达1000万以上,厂房面积达五千多平方米,员工人数86人以上。本厂生产的各种系列 福建厦门09CuPCrNiA钢管产品均按标准制作。已有悠久的生产历史、工艺先进、技术力量雄厚、质量稳定可靠。拥有完善的检测设备和严格的出厂检验制度。经过几十年的不断发展, 福建厦门09CuPCrNiA钢管产品畅销国内二十多个省、市、自治区,并赢得了国内外客户的一致好评!


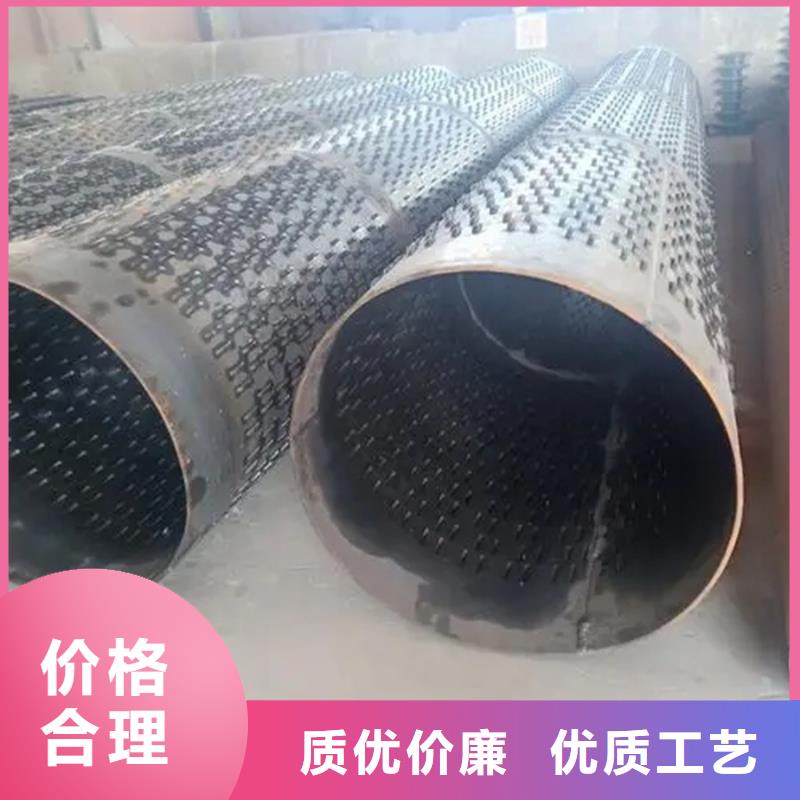
喷涂(抛光)并去除锈蚀后,不只能够扩展管外外表的物理吸附效果,华尔网Q345B螺旋管并且能够增强防腐层与管外外表之间的机械粘合效果。因而,喷雾(抛光)除锈是管道除锈的抱负办法。通常,喷丸除砂主要用于管道的内部和外部处理,喷丸除砂主要用于管道的外表处理。 输水工程华尔网Q345B螺旋管外径219—3000mm,壁厚5—30mm,可接受材质Q235B、16mn、Q345B、C、D、Q355B、C、D等合金材质,以及定尺、非标、切割等各种要求的的订做业务。公司产品主要用于桥梁建设,输水工程,电力,热力,基建,打桩,施工钢筋混凝土护壁等工程配套。公司自建厂以来,靠的产品质量和良好的后服务,而享誉海内外市场,深受用户好评。欢迎广大用户合作经验。我们将竭诚为您服务。螺旋钢管生产厂家王经理给大家详细讲解一下螺旋钢管:螺旋钢管就是在进行人工挖孔桩的过程中,由于土质不稳定,施工钢筋混凝土护壁存在较大难度所以采用钢质的护壁对孔桩进行保护。螺旋钢管就是根据孔桩的大小用铁皮箍成的一个圆形的两头都是空的桶。



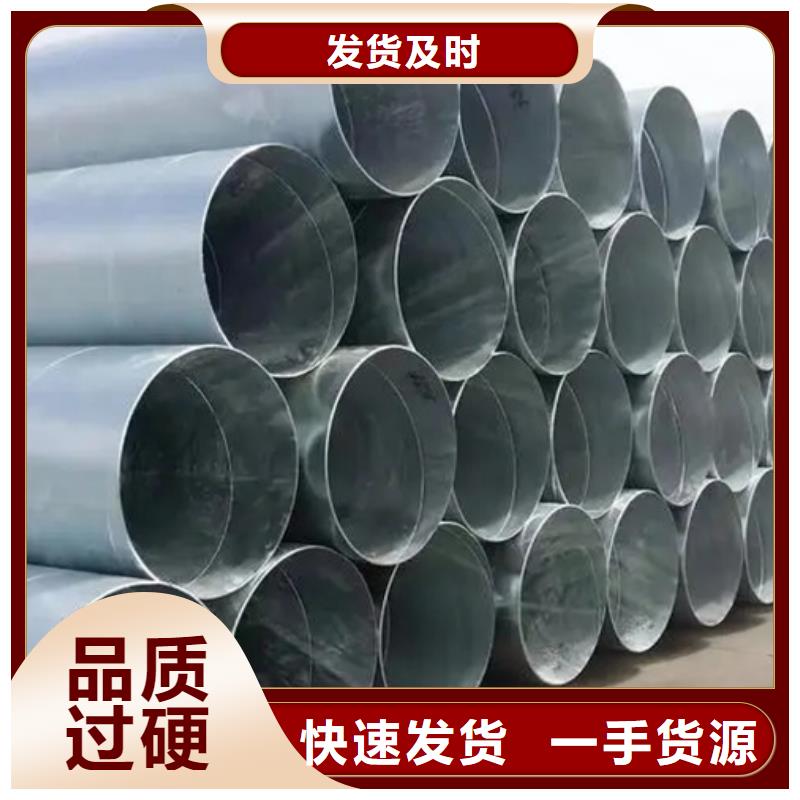
聚氨酯保温钢管的保温材料与操作钢管必须在 、 一道工序中融为一体,形成一个整体。保温结构和操作钢管在管道大幅度膨胀时必须同时处于活动状态。外套管与保温结构层之间有10 ~ 20mm的开敞空间。这样的规划结构不仅具有良好的保温效果,而且是一个很好的通道。 基体表面元素:聚氨酯硬质泡沫塑料是由异氰酸酯与聚醚两种组分反应生成的聚合物产品。异氰酸酯组分易与水反应生成尿素。如果聚氨酯中尿素键的含量增加,泡沫塑料就会变脆,泡沫与基体之间的附着力就会降低。因此,要喷涂的基材表面应清洁干燥,无锈蚀、灰尘、污染和潮气。如果有露珠或霜冻,应将其除去并晾干。 华尔网Q355B螺旋管在热处理冷却过程中,选用单液淬火是比较常见的,本身钢企有操作简单、成本低等特点,但是它采用单一介质,向淬火加热度一直冷却到介质的温度,则容易在内应力的复合作用下,造成保温螺旋钢管的淬裂,因此应注意以下几点。


