



鑫海达不锈钢复合管生产制造厂家有限公司实行了先进的流水线作业流程,引进了多组先进的进口 辽宁本溪不锈钢复合管楼梯扶手大型生产设备。同时对 辽宁本溪不锈钢复合管楼梯扶手原材料实行择优采购,定期招标,为确保产品质量奠定了坚实的基础。我们本着:“视客户为亲友 供客户之所需”的原则,真诚为您提供服务,助力事业发展腾飞!先求做精,再求做大,是我们公司为之奋斗的目标,只有这样,才能在当今这个 辽宁本溪不锈钢复合管楼梯扶手产品日新月异的时代站住脚跟。


成品保护:运输过程中配件之间用非金属软质材料隔开垫好,应有效防止运输过程中因颠簸碰掩造变形、划伤等成品破坏问题。栏杆钢质栏杆在运至现场及安装过程中,钢质构件表面均应用塑料布满保护.栏杆、竖杆、扶手运输过程中必需有防潮、防碰保护措施。栏杆在地盘暂时存放时应置于干净户内,应水平或侧众于高度大于200MM 的垫木方。保洁注意事项:严禁使用油漆稀释剂、脱漆松水、二甲苯、草酸等溶液擦拭金属表面;严禁上述易腐蚀溶液接触金属表面。不得用金属下具铲擦喷塑表面防止表面产生划痕。
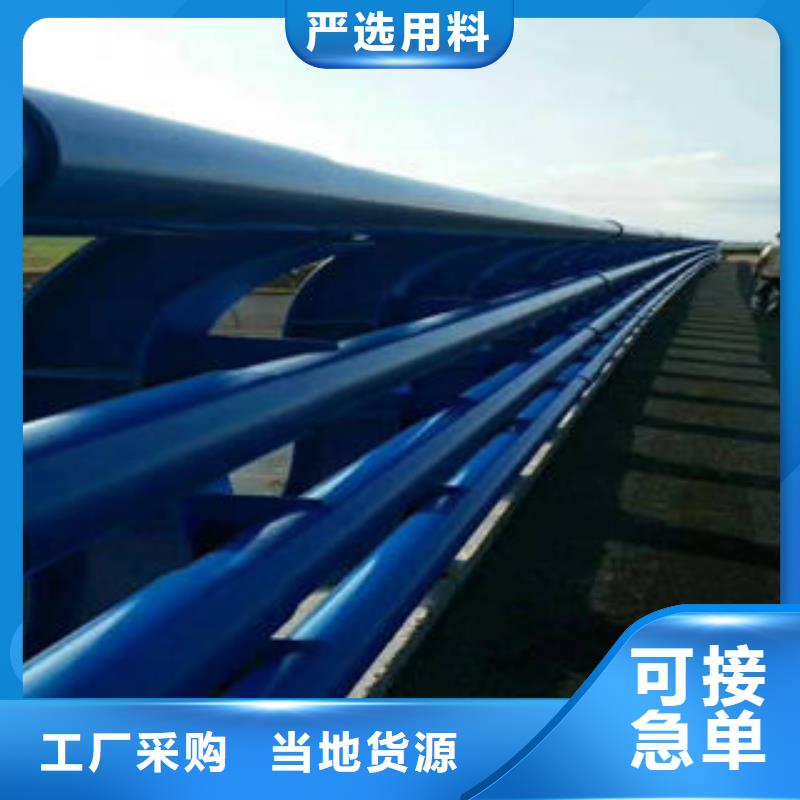
据了解,安装隔离护栏是交警部门的缓堵措施之一,可遏制机动车随意掉头、强行超车、不按导向车道行驶等现象,特别是机动车在转弯时,隔离设施发挥了有效分离和让行的作用,减少了冲突,提高了通行效率。行车秩序明显改善,进一步了城市文明。铁艺护栏的基材是选用优质钢材经过热浸镀锌处理工艺加工而成的,能够有效组织铁艺工件比氧化的机会,延长铁艺护栏的使用寿命。
铁艺护栏表面经过阿克苏诺贝尔彩色离分子处理工艺,可以自己选择表面颜色,一般常用的颜色有乳白色、草绿色、天蓝色、浅粉色等。涂完颜色后,表面还要经过仿搪瓷处理工艺,使铁艺护栏表面形成一层的保护层。这样能使铁艺护栏有很好的自洁能力,雨水冲刷或水喷射即可光洁如新。用这种方法可以使铁艺护栏内部,外部均收到保护,无论是在凹陷处,还是在管件内部,锌液都能均匀的覆盖上,使铁艺护栏得到的保护,防锈漆高达50年以上,期间无需维修保养。



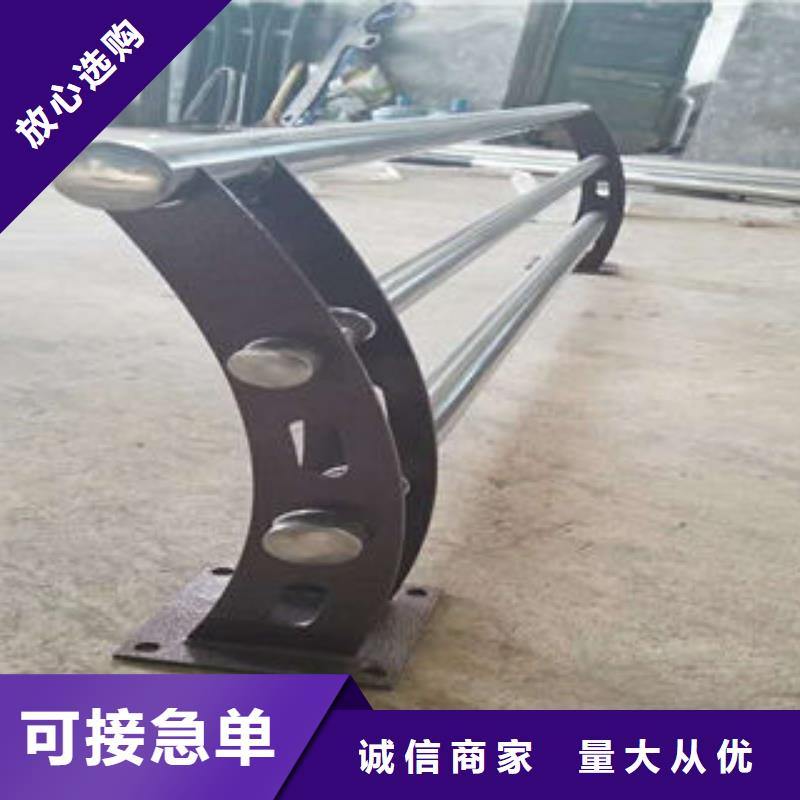
随着工业技术的发展,环境介质的复杂化,以及竞争的加剧,许多行业对金属管材综合性能的要求越来越高,因而双金属复合管及其生产技术得到迅速发展。对于强腐蚀、高磨损、高工作压力环境下使用的流体管道,通常采用高品质的不锈钢或高合金含量的无缝钢管,这类管材由于大量添加合金元素,其价格是一般普通无缝钢管的几倍或几十倍。多年来,管材用户和生产商一直在努力寻求通过不同金属的复合,从而获得一种既能满足苛刻的使用环境,又价廉物美的高性能复合管材。
双金属复合管能实现材料的优势互补,节省合金元素,降低工程费用,在保证原基管各项性能的基础上,提高了管道的耐腐蚀性、耐磨性,延长了管道的使用寿命,是纯不锈钢管、铜管或其他耐腐蚀性合金管的替代产品。由于复合钢管具有优良的综合性能,因此自20世纪60年代起,日、美、德、英和前苏联等都很重视复合钢管的开发及使用,从生产工艺、使用性能、检验方法等方面进行了大量的研究。目前双金属复合钢管的生产工艺已日趋完善,日本、美国、英国、瑞典、德国等处于好水平。复合管已经在腐蚀性较强的石油、石化企业、核工业以及医药、食品加工等领域获得广泛认同,也可通过内层复合耐磨金属,从而满足电厂粉煤、矿山矿粉和尾矿浆输送等高磨损工作环境的要求。而起步较晚,技术水平相对落后。
复合管是近10年发展较快的一种工程管道,品种、功能繁多,性能优越,形成了比较成熟的工艺技术,并且已经投产。主要的工艺方法很多比如热轧复合方法、热挤压复合法、铸造复合方法、爆炸焊接复合方法、组合式双金属复合管生产方法、激光包覆法等。在技术开发方面日本后来居上。据文献报道,日本在80年代初就陆续研制和开发了多种复合工艺。其中典型的热轧或热轧加冷成型工艺可以实现包覆材料与基材界面的冶金结合,质量优良。其产品广泛用于石油化工、化工行业、石油及天然气工业等。



铁艺栏杆制作:工艺流程 施工准备—放样—下料—焊接安装一打磨—焊缝检查—酸洗除锈—整体热浸镀锌(室外栏杆)、整体冷镀锌(室内栏杆)—补腻子并打磨—静电粉末喷涂—检验合格出厂—运输到现场—安装一实施成品保护措施;施工准备包括:图纸、材料和施工工具的准备;施工前应先进行现场放样,并计算出各种杆件的长度。按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1 mm 。
焊接安装 :焊接时应根据焊接材料选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择三氯代乙烯、苯、汽油、中性洗涤剂或其它化学用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。
焊渣,用钢丝轮钢材表面锈蚀;杆件焊接组装完成后,对于无明显凹痕或凸出较大焊珠的焊缝,可直接进行抛光。对于有凹凸渣滓或较大焊珠的焊缝则应用角磨机进行打磨,磨平后再进行抛光。抛光后必须使外观光洁、平顺、无明显的焊接痕迹。对材料接口缝隙和材料表面缺陷但不影响机械强度,无法用焊接工艺处理的采用环城树脂腻子弥补。金属表面油漆及防锈要求:生铁表面整体冷镀锌处理;表面喷2 遍底漆处理,2遍面漆。喷涂厚度均匀,无淋挂、起皱或起色,色泽均匀,与样板核对一致。成品表面干净,无砂浆、油污污染。制作工艺技术要求:所有构件下料应保证准确,构件长度允许偏差为1mm。
