


简约而不简单,我们的钳压式声测管产品视频将用直观的方式展示产品的核心价值。
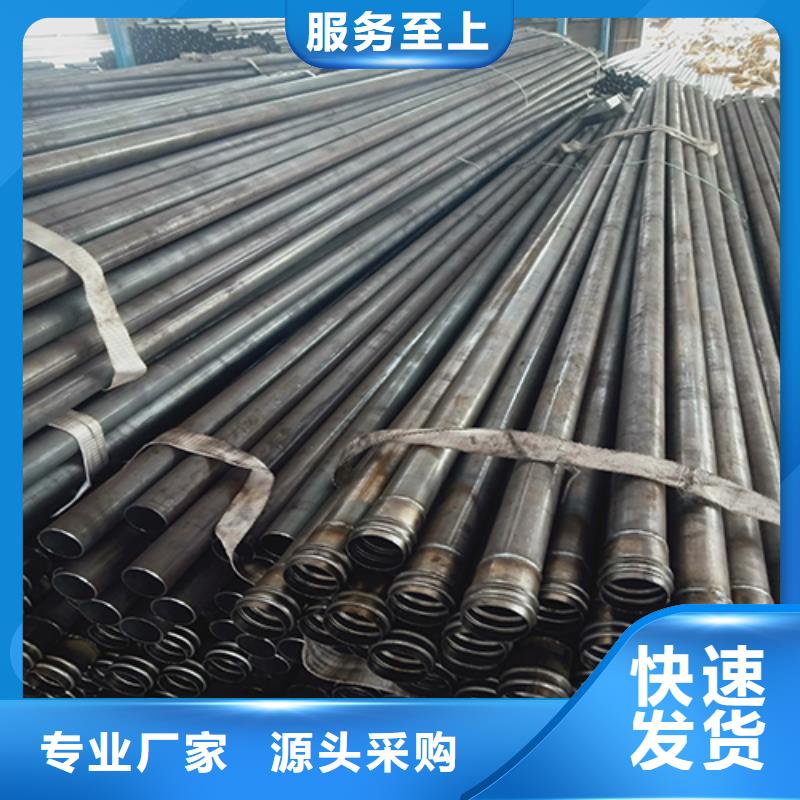
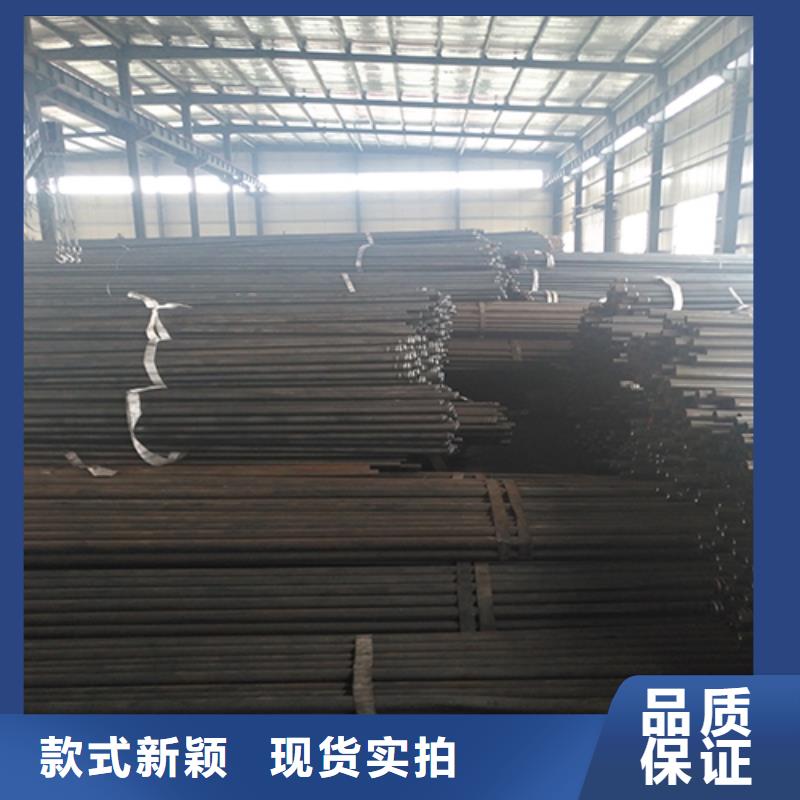
以下是:钳压式声测管的图文介绍

日升昌钢管声测管厂家拥有精良的加工,和检测设备,先进的 河南鹤壁桥梁注浆管生产工艺,雄厚的技术力量,高素质的员工队伍,按照国际标准、标准、行业标准设计制造 河南鹤壁桥梁注浆管产品,本着以质量求生存,以服务求发展的经营理念,竭诚为用户提供优质的 河南鹤壁桥梁注浆管产品和优良的服务。


桥梁桩基声测管的施工工艺如下:(一)钻孔灌注桩根据地质情况,本工程钻孔桩采用CZ30型冲击钻管锥分次成孔法钻进成孔,施工方法如下:1.测量定位采用全站仪坐标法对钻孔桩桩位放样,埋好护筒后在护筒四周标记。2.钻孔前准备(1)平整场地,围堰筑岛旱地岛面高于地面10~20cm,水中筑岛岛面标高应高于施工水位1.0~1.5m,筑岛顶面面积应满足钻机和吊机行走需要。(2)埋设护筒护筒用6~10mm钢板卷制,护筒直径较钻孔直径大20~25cm,长度视地质条件不同而异,一般采用开挖埋设法,开挖直径应比护筒外径大80~100cm,吊装就位后,对中检查,平面中心位移不大于50cm,保持垂直,用粘土沿四周对称分层填压夯实,护筒的埋深旱地不少于1m,护筒顶面应高于岛面0.2~0.5m,并高于施工水位或地下水位1.5~2.0m,水中墩、河南鹤壁附近护筒底应进入河床底不少于0.5m。(3)粘土选备:钻孔前贮备足够数量的粘土,以满足造浆需要,粘土以造浆能力强,粘度大为好。(4)钻机就位钻机就位对钻孔质量和能否顺利钻关系重大,就位时应保证管锥中心对准桩位中心,并将钻机支垫牢固。3.钻进(1)泥浆配制分次成孔工艺有自身造浆的功能,不需要在孔外先制备泥浆,可直接往孔内加粘土,通过管锥的冲压作用,自身造浆。施工中,每工班至少测定两次泥浆性能。(2)开孔为保证钻孔能顺利进行,须对护筒底孔壁进行处理,开孔时,不要急于进尺,在护筒底1m范围内,多填粘土,用直径50cm实心钻头反复冲挤以加固护筒底孔壁,护筒底孔壁加固好后,即可进行小管锥钻进。(3)小管锥钻进护筒底孔壁加固处理完成后,即用小管锥(锥径0.46m)钻进,管锥边钻进边出碴,钻进时可一次钻至孔底,也可分段成孔。(4)扩孔:当小管锥完成小孔钻进后,用与钻孔直径相匹配的管锥,逐级更换管锥,进行扩孔,直至TRANBBS设计孔径,扩孔时应按小管锥的钻进方式一次到底或分段钻进。(5)冲程选定孔壁稳定、河南鹤壁附近钻进正常时,一般选用0.6~1.0m,易塌孔地层或有塌孔迹象时选用0.35~0.6m。(6)保持水头高度



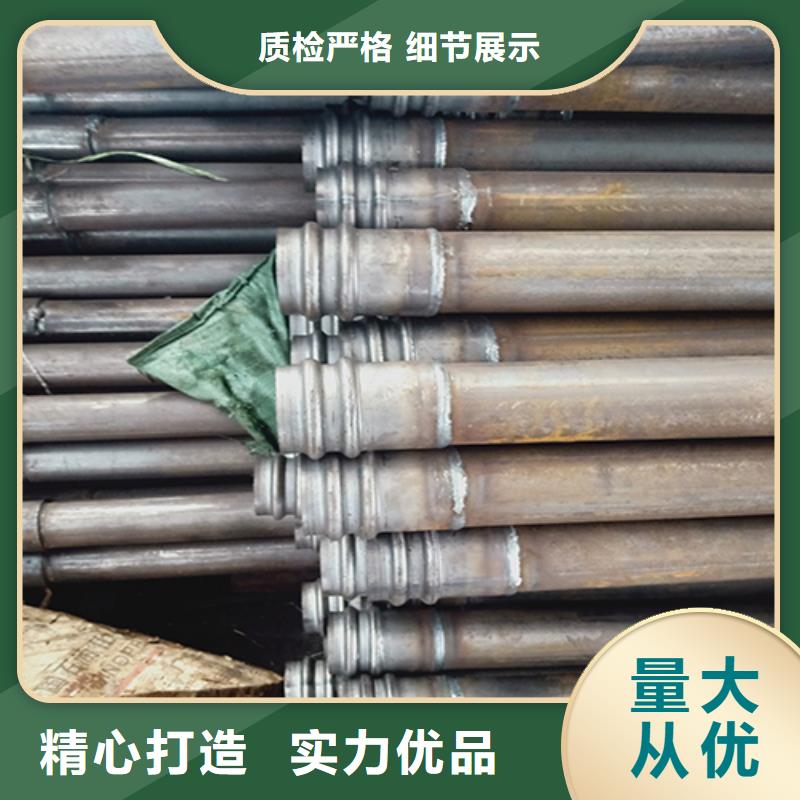
声测管外观打磨技术要点:1、河南鹤壁基础,对声测管进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。2、河南鹤壁粗磨,用砂带在三面上往返磨削声测管,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后声测管的粗糙度应能达到R0.8mm。3、河南鹤壁半精磨,用砂带按照前面往返磨削工件的方法中磨声测管的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。4、河南鹤壁精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与声测管未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的声测管要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。


声测管加工安装声测管骨架在砼地坪上放大样,严格按设计图加工制作,汽车吊吊装,声测管绑扎要求整齐、河南鹤壁本地牢固,可采用绑扎和焊接相结合的原则。5.砼浇筑砼采用JS500型强制式搅拌机拌和,在施工中选用425#普硅水泥,坍落度控制在14~16cm,并掺入早强减水剂,泵送砼入模,用Z50插入式振动棒捣固密实。板顶用平板振动器拖平,人工收面抹平,并进行二次收面,横向拉毛。砼养生采用塑料布覆盖,洒水保湿养生。6.支架拆除当砼的强度达到设计强度后,按图纸要求扭松顶托螺栓落架,然后进行支架拆除。(三)后张法预应力板梁施工本工程湘表大桥,上部结构设计为30m和16m预应力砼空心板梁,后张法预制空心板梁共计81片。1.预制场地的选择根据湘青大桥的位置、河南鹤壁本地地形特点,拟在县委党校附近设置板梁预制厂。预制厂设6套定型钢模,1台JS500型强制式搅拌机,3套声测管加工设备,4套预应力张拉设备,2台30T自制简易门吊。2.制梁台座预制厂底座沿线路纵向设置成一排,两台座间距为4m。首先对地基进行压实,整平,浇筑10cm厚C25素砼垫层,在素砼垫层上按所定间距浇筑15cm厚底座砼,在砼表面铺设δ=8mm钢板,并与两侧预埋的角钢焊结,形成制梁台座,由于板梁在施加预应力时会产生上拱度,形成两端为支点的简支梁,在底模两端各2.0m范围内进行加厚处理,厚度由15cm加厚到30cm,增设两层Ф10的10cm×20cm的声测管网片,同时在砼台座内用PVC管预留加固侧模用拉模声测管孔洞。3.声测管加工及绑扎声测管在预制厂声测管加工厂集中下料,加工成型。在底板上先绑扎腹板和底板声测管,支立两端端模,按图纸设计的坐标准确安放波纹管,波纹管定位筋在直线段100cm一道,曲线段50cm一道,以保证预应力孔道的标准度,波纹管接头处用塑料胶带裹紧,以防水泥浆堵塞,顶板声测管待底板砼浇筑完成,放入内模后再绑扎成型。

