



不锈钢复合板_304不锈钢复合板支持大小批量采购产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:不锈钢复合板_304不锈钢复合板支持大小批量采购的图文介绍
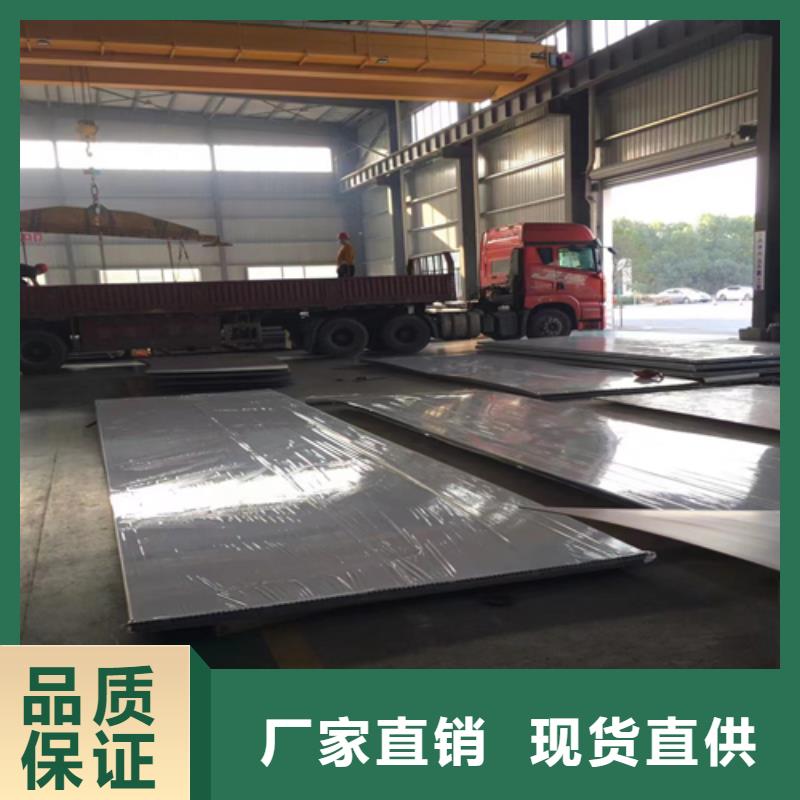
产品各类型号的【湖南衡阳201不锈钢复合板】规格齐全,可根据用户需求开发、设计;
工艺标准化【湖南衡阳201不锈钢复合板】生产流程,高度机械化、自动化作业,精良制作制造高品质【湖南衡阳201不锈钢复合板】产品。
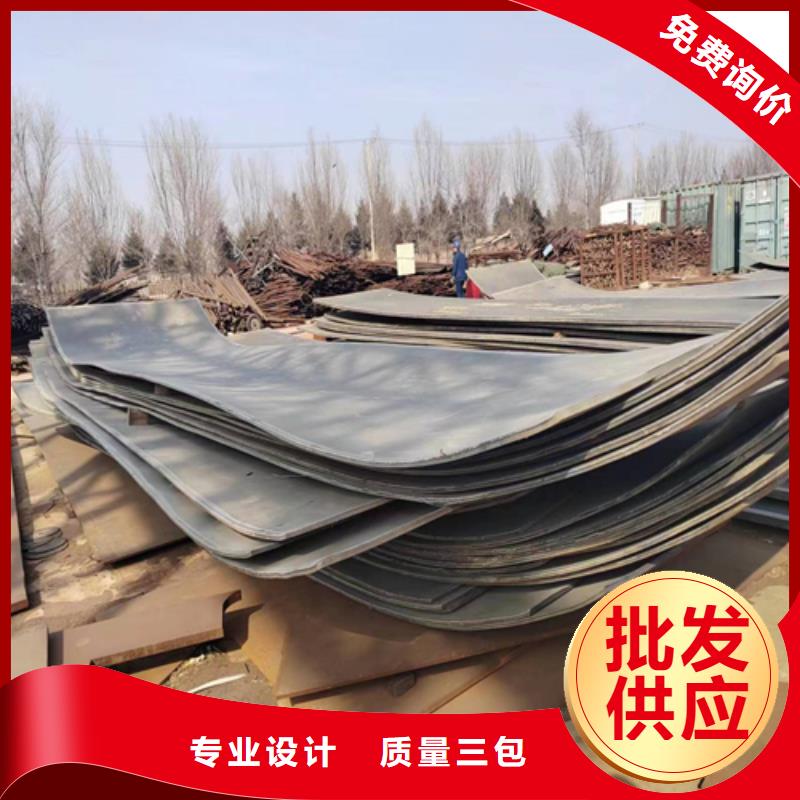
材料【湖南衡阳201不锈钢复合板】原材料产品均选用国内优质产品,保证所配套的设备售后无忧。
管理实行ISO9001质量管理体系,标准化生产管理促企业发展。
技术实行严格的四道关质量检验,实行【湖南衡阳201不锈钢复合板】行业生产标准:


华尔网不锈钢复合板 304 316L 310S不锈钢复合板厂家近日,由中国五冶集团工程技术服务公司承揽的包钢薄板厂铸机机械设备中修项目顺利完工。此次中修主要项目包括铸机大包台轴承更换、升降液压缸更换、摆剪更换等。为了中修项目能够顺利进行,尤其针对主控项目大包台轴承更换,需将重量223t的大包台整体顶升,大大增加了施工难度,第六分公司包钢作业部细化检修方案,通过对以往作业过程的学习总结,优化各个检修工序细节,将轴承移出端的支柱改成两节,由两个端面盘进行组接,减少了过程作业时间近4个小时,并提高了支柱的稳固性,提前12小时将重达6t的轴承回装到位,所有回装严格执行专业技术标准,螺栓的预紧安排专人监督,严格把关,确保检修质量,得到了业主的高度认



华尔网不锈钢复合板现货然而轻质浇注料普遍存在耐压强度性能不足、耐火性能不高的问题,难以长期应用于承重部位,导致有承重要求的炉墙部位通常只能采用重质浇注料。另外, 解决轻质料耐火性能不足的其他措施,还有可以采用档次更高的原料制备,同时提高烧成温度。造成轻质料耐压强度不足的原因,是由于轻质骨料存在太多缺陷孔隙。支撑轻骨料结构的孔隙来源于有机物烧失后残留的耐火材料骨架烧结形成。这种针状、粒状骨架是按照配方自然堆积而成,烧失过程存在较多不理想的缺陷孔隙,导致轻骨料强度不足。轻质莫来石骨料,长期使用温度可达1500℃以上,轻质莫来石骨料堆积密度范围是0.6-1.1g/cm3,轻质莫来石配制的轻质浇注料可以替代传统重质浇注料用于加热炉、熔铝炉工作层,尤其是炉门、炉顶部位,用于炉顶时大幅减少炉顶锚固砖载荷,使用寿命可达5-8年。轻质莫来石浇注料通常仅用于加热炉、熔铝炉等设备的非承重工作层。现在可以采用新型增强轻质莫来石骨料代替传统轻质骨料配制浇注料,相较于重质料具有相同的耐压强度,同时,体积密度可降低20%-40%。这种新型的轻质莫来石浇注料可以应用于炉墙等部位,同时因期具有低导热的特点,可以大幅降低热工设备运行下的能耗。



华尔网不锈钢复合板据介绍,此次高新技术企业复评的成功,体现了沙钢永兴在科技创新引领企业高质量发展方面的成果,进一步了企业核心竞争力和品牌形象,下一步,沙钢永兴将全力发挥高新技术企业的优势和示范引领作用,不断加强研发投入,科技创新能力,为公司转型升级、高质量发展奠定坚实的基础。日前,中国钢铁工业协会发布“2022年度中国钢铁工业产品开发市场开拓奖名单”,“沙钢基于超短流程的低排放以热代冷用薄板”“抚顺特钢高品质耐蚀塑料模具钢系列化产品”双双入选,在10项获奖产品中独占两席。沙钢始终坚持“科技领航、创新驱动”发展战略,统筹推进新品及技术研发、标准引领等工作,稳健各类技术指标,不断加快产品结构提档升级,多项产品、科研成果、制定标准分别获得“单项产品”“2022年全国质量标杆”“绿色设计产品”等荣誉。本次获奖的“基于超短流程的低排放以热代冷用薄板”采用电炉+双辊薄带铸轧工艺生产,工艺流程短排放少,与“高炉+转炉+传统热轧”的长流程带钢生产工艺相比,全流程碳排放仅是其1/4左右。超薄带铸带薄,仅有单机架轧制,在厚度公差控制上具有先天的优势,符合替代原有冷轧产品的精度要求。该产品凭借国际领先的技术工艺指标,可在多数应用领域内满足客户以热代冷的质量要求,实现了超薄带以热带冷用薄板的稳定出口。自2019年以来,出口量逐年攀升,2021年1.0mm以下占比超70%。



华尔网不锈钢复合板度因而板厚受到限制。,.反向凝固复合法22 反向凝固工艺是由德国冶金工作者于年开发的一种薄带连铸工艺。该方法是将一1989 定厚度的母带从反向凝固器的钢液过使母带表面附近的钢水迅速降温在母带表面凝固形,,成新生相并在新生相处于半凝固状态时进行轧制得到表面平整、厚度均匀的热轧薄带如,,,图所示。该技术是一种生产双金4 属复合材料的新型熔合技术具有,工艺简单、效率高、能耗低、产品质量高等优点可生产不锈钢覆层,小于的复合板材能够实现生l mm ,产过程的连续化和短流程化但操,作难度较大。.铸轧复合法23 此方法是将铸造法与轧制法结合起来固态金属热浸镀技术与液态金属铸轧技术的有机结合,,将液态金属在半凝固状态与固态基体金属同时进入轧机实现复合。为了有效地解决金属表面氧化问题提高固、液相金属之间的润滑能力在液2固相复合过程中采用了钢板表面浸涂助,,焊剂的工艺。同时为解决超薄复合层问题采用了异步液2固相轧制复合技术和反向凝固轧,,。
